Kết nối và phân nhánh dây bằng cách xoắn
 Phương pháp kết nối dây bằng cách xoắn rất dễ thực hiện, nhưng yêu cầu hàn tiếp theo của kết nối. Khi xoắn, dây có ít điểm tiếp xúc và khi dòng điện chạy qua điểm nối, điểm tiếp xúc quá nóng, có thể gây ra hỏa hoạn. Do đó, không được phép kết nối dây bằng cách xoắn mà không hàn. Hàn đảm bảo độ tin cậy của tiếp xúc điện và độ bền cơ học cần thiết.
Phương pháp kết nối dây bằng cách xoắn rất dễ thực hiện, nhưng yêu cầu hàn tiếp theo của kết nối. Khi xoắn, dây có ít điểm tiếp xúc và khi dòng điện chạy qua điểm nối, điểm tiếp xúc quá nóng, có thể gây ra hỏa hoạn. Do đó, không được phép kết nối dây bằng cách xoắn mà không hàn. Hàn đảm bảo độ tin cậy của tiếp xúc điện và độ bền cơ học cần thiết.
tôi nhận hàn chất lượng cao cần chọn đúng thuốc hàn, loại bỏ màng oxit trên các bề mặt tiếp xúc được kết nối. Khi kết nối đồng, màng oxit được loại bỏ trước khi hàn và khi kết nối dây nhôm - trong quá trình hàn.
Nhiệt độ gia nhiệt của điểm hàn phải cao hơn 30 - 50 ° C so với nhiệt độ nóng chảy của chất hàn và chất trợ dung. Nhiệt độ thấp tạo ra cái gọi là «hàn lạnh», có độ bền cơ học thấp và tạo ra tiếp xúc điện không đáng tin cậy.
Mỏ hàn không được quá nóng khi hàn.Trong trường hợp này, nhựa thông bắt đầu cháy và thay vì làm sạch bề mặt, nó lại làm ô nhiễm bề mặt. Để tránh làm hỏng lớp cách điện, phần lõi dài 2-3 mm không được đóng hộp trước khi cắt.
Một tính năng của hàn và hàn dây nhôm là trong quá trình hàn, màng oxit từ bề mặt của dây được kết nối được loại bỏ một cách cơ học dưới một lớp chất hàn nóng chảy hoặc hóa học - bằng cách sử dụng chất trợ dung đặc biệt phá hủy màng oxit ở một mức nhất định. nhiệt độ. Khi kết thúc quá trình hàn, phần còn lại của chất trợ dung được loại bỏ cẩn thận, vì chúng có thể khiến tiếp điểm bị đứt.
Không nên hàn các mối hàn của dây nhôm trong không khí ẩm do có thể bị ăn mòn. Các điểm hàn được bảo vệ khỏi độ ẩm bằng vỏ bảo vệ.
Kết nối và phân nhánh của dây đồng lõi đơn và đa lõi PR, PRVD, PRD được sử dụng trong hệ thống dây điện mở của cuộn và cách điện. Phương pháp này cũng được sử dụng trong hệ thống dây điện có dây dẫn phẳng PPV, v.v., khi các hộp nối không có miếng chèn với kẹp tiếp xúc.
Phương pháp dây được hiển thị trong Hình 1.
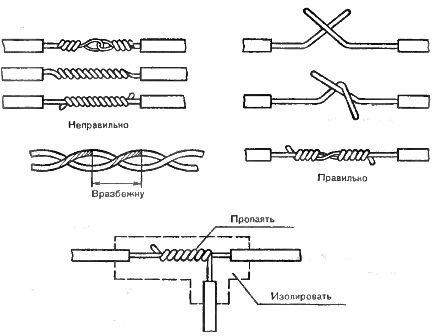
Cơm. 1. Phương pháp nối, rẽ nhánh dây dẫn bằng cách xoắn
Để nối hai đoạn dây dẫn, cần xoắn chặt đầu dây dẫn mang dòng điện và vắt chéo dây dẫn. Đầu dây bên trái quấn 6 - 8 vòng quanh dây bên phải, đầu dây bên phải cũng quấn 6 - 8 vòng quanh dây bên trái nhưng theo hướng khác.
Các mối nối xoắn nên có ít nhất 10-15 đường kính của dây kết nối. Các khớp được uốn bằng kìm hàn bằng chất hàn POS-3O hoặc POS-40.Vòng xoắn hàn được cách điện dọc theo toàn bộ chiều dài của kết nối, bắt buộc phải giữ lại lớp cách điện không sạch của dây. Việc kết nối hai dây xoắn với nhau được thực hiện ngẫu nhiên.
Hàn nhôm được thực hiện bằng mỏ hàn có chất hàn A. Nếu sử dụng các chất hàn khác thì sử dụng mỏ hàn. Hàn A có khả năng chống ăn mòn, thuận tiện cho việc hàn và đóng hộp. Màng oxit của nhôm bị phá hủy về mặt cơ học khi dây được cọ xát với chất hàn, do đó không cần dùng thuốc trợ dung khi hàn.
Khi hàn dây dẫn nhôm một dây có tiết diện 2,5 - 10 mm2, mối nối và phân nhánh được thực hiện dưới dạng xoắn đôi có rãnh. Lớp cách điện được loại bỏ khỏi lõi, được đánh bóng để tạo độ bóng kim loại, chồng lên nhau bằng một vòng xoắn kép để tạo thành rãnh nơi các lõi gặp nhau.
Mối nối được làm nóng bằng đèn hàn hoặc mỏ hàn đến điểm mà chồi bắt đầu tan chảy. Với mỏ hàn A, chà mạnh vào rãnh ở một bên. Do ma sát, màng bị bong ra và rãnh chứa đầy chất hàn. Tương tự, rãnh ở phía bên kia được hàn đầy. Sau khi làm mát, hợp chất xoắn được phân lập.