thiết bị đầu cuối cáp
 Niêm phong lần cuối được thực hiện để niêm phong cáp ở vùng lân cận ngay điểm kết nối của dây dẫn mang dòng điện của nó với các thiết bị, thanh cái của thiết bị phân phối và các phần tử khác của hệ thống lắp đặt điện.
Niêm phong lần cuối được thực hiện để niêm phong cáp ở vùng lân cận ngay điểm kết nối của dây dẫn mang dòng điện của nó với các thiết bị, thanh cái của thiết bị phân phối và các phần tử khác của hệ thống lắp đặt điện.
Hiện tại, các loại đứt cáp sau đây được sử dụng cho điện áp lên đến 10 kV: trong phễu thép, trong găng tay cao su, nhựa epoxy, cũng như từ các dải polyvinyl clorua.
Đầu cáp trong phễu thép (ký hiệu loại KVB) vẫn được sử dụng rộng rãi để lắp đặt điện có điện áp lên đến 10 kV đặt trong phòng khô và không có hệ thống sưởi. Một con dấu như vậy có thể có ba kiểu dáng:
-
KVBm — với một phễu nhỏ hình bầu dục không có nắp và được gắn mà không có ống lót bằng sứ,
-
KBBk — với một phễu tròn, ở lối ra của các lõi cáp nằm trên các đỉnh của một tam giác đều (ở một góc 120 °),
-
KVBo — với một cái phễu hình bầu dục, ở lối ra mà các dây dẫn của cáp được đặt thành một hàng.
Vòng đệm KVBo và KVBk được sử dụng để kết nối cáp được thiết kế cho điện áp lên đến 10 kV với dây dẫn có tiết diện tùy ý, khi kết nối cáp cho điện áp 3, 6 và 10 kV, phễu được lắp đặt với nắp và ống lót bằng sứ, và khi kết nối cáp cho điện áp lên đến 1 kV — không có vỏ bọc và ống lót.
Bịt kín các đầu cáp trong phễu thép được sử dụng thường xuyên nhất, vì các vật liệu cần thiết để sản xuất và đúc phễu luôn có sẵn trong bất kỳ thiết bị điện nào. Đối với đầu cuối của cáp ba lõi cho điện áp lên đến 1 kV với tiết diện lên tới 3 x 120 mm2 và cáp bốn lõi với tiết diện lên tới 4 x 95 mm2, chủ yếu là các phễu thép hình bầu dục nhỏ kích thước KVBm được sử dụng. Niêm phong được thực hiện theo thứ tự sau.
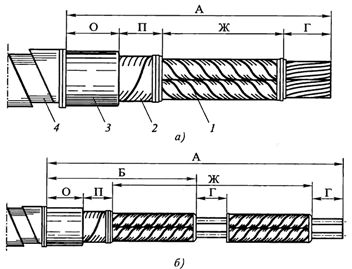
Phễu thép được lắp đặt được làm sạch bụi bẩn, đặt trên dây cáp (Hình 1, a) và trượt dọc theo nó (sau khi bọc bằng giấy để bảo vệ phễu khỏi bị nhiễm bẩn). Sau khi cắt đầu cáp, làm nóng khối lượng của nhãn hiệu MP-1 đến 120 ... 130 ° C và cẩn thận làm bỏng phần cắt.
Các tĩnh mạch được cách ly bằng băng dính polyvinyl clorua (Hình 1, b), áp dụng các lượt chồng lên nhau. Phễu được đẩy vào đầu cắt của cáp (Hình 1, c), các dây được đặt trong đó. Sau đó, sau khi đánh dấu vị trí của cổ phễu trên cáp, nó lại được di chuyển.
Ngoài ra, gắn dây nối đất vào vỏ bọc và áo giáp của cáp bằng băng quấn dây, hàn nó (Hình 1, d ... f).Sau khi tháo băng vòng còn lại trên lớp cách điện và sau đó trên áo giáp cáp (ở vị trí cần có cổ phễu), một số lớp băng nhựa được quấn theo hình nón (Hình 1, g) để có vòi chặt hơn trên cổ phễu .
Một dây nối đất đi qua giữa cuộn dây (sau 3 ... 4 lớp). Phễu được ép vào vị trí, dùng lực đặt nó lên trục quay và cố định thẳng đứng vào cấu trúc bằng các kẹp, sau đó dây nối đất được gắn vào (Hình 1, h).
Các tai được hàn hoặc hàn vào các đầu của lõi cáp, các lõi cáp được uốn cong sao cho chúng ở cùng một khoảng cách với nhau và cách thành phễu, sau đó, nung nóng phễu đến 35 ... 50 ° C, lấp đầy nó bằng bàn cáp nóng. Trong khi làm nguội và co lại, khối lượng cáp được đổ vào phễu sao cho mức cuối cùng của nó thấp hơn mép phễu không quá 10 mm.
Để chống ăn mòn, phễu, giá đỡ và cấu trúc đỡ được sơn bằng sơn men. Phễu được đánh dấu hiển thị số lượng và mặt cắt ngang của cáp trên đó.
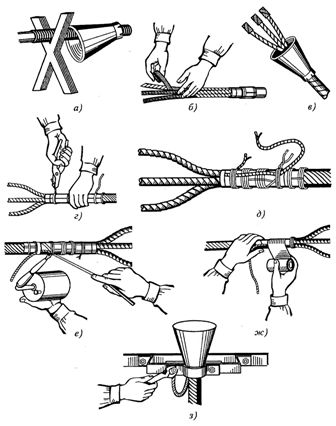
Cơm. 1. Trình tự thao tác (a …h) hoàn thiện cáp trong phễu thép
Việc kết thúc cáp trong găng tay cao su (ký hiệu loại KVR) được cho phép trong các phòng có môi trường bình thường với sự khác biệt về mức độ vị trí của các đầu cáp không quá 10 m và được sử dụng cho cáp ba lõi được thiết kế cho một điện áp lên đến 1 kV, với tiết diện dây dẫn ngang lên tới 240 mm2 và cáp bốn lõi với tiết diện dây dẫn lên tới 185 mm2. Găng tay cao su được làm bằng cao su nitrit PL-118-11.
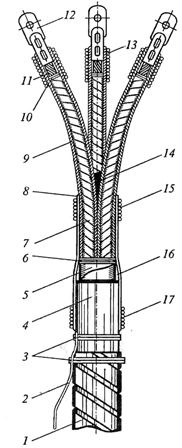
Sau khi cắt đầu cáp, việc lắp đặt đầu cuối KVR (Hình 2) được thực hiện theo thứ tự sau.Đầu tiên, trên các lõi đã cắt 4 của cáp, một số lớp cuộn dây 2 làm bằng băng dính polyvinyl clorua được dán ở khoảng cách xa để cố định lớp cách điện bằng giấy và làm tròn các cạnh sắc của nó để tạo điều kiện cho chúng đi qua các ống 3 và các nhánh (ngón tay) 14 trên găng tay.
Thân (thân) 75 của găng tay được uốn cong bằng kìm theo nhiều bước dọc theo toàn bộ chu vi trong một diện tích xấp xỉ bằng chiều rộng của kẹp 6 (25 ... 30 mm, tùy thuộc vào kích thước của găng tay).
Phần vỏ cáp 9 giữa hai vết cắt hình khuyên được loại bỏ và băng 13 bằng chỉ nặng được dán vào phần tiếp xúc của lớp cách điện của chữ thập 12, sau đó tạo độ nhám trên phần uốn cong của thân găng tay 15 , bằng cách lau bằng giẻ tẩm xăng, nó được xử lý bằng giũa băng cardo hoặc bàn chải. Phần vỏ mà găng tay sẽ được dán vào được làm sạch cho bóng và sau đó lau bằng vải tẩm xăng.
Phần cong của thân găng tay và phần vỏ sau đó được phủ một lớp keo số 88H mỏng. Nếu đường kính của vỏ nhỏ hơn đường kính trong của găng tay, thì một dải cao su chịu dầu được quấn quanh vỏ, mỗi lớp cũng được phủ một lớp keo dính. Sau 5 ... 7 phút cần thiết để keo khô, thân găng tay được gấp lại trên một cuộn băng dính. Độ sâu gắn găng tay vào vỏ E phải là 30 … 35 mm.
Buộc chặt thân găng tay vào thân bằng kẹp đặc biệt hoặc hai băng gồm bốn vòng dây đồng hoặc thép mạ kẽm nhẹ có đường kính 1 mm (trước đó đã quấn hai lớp băng cao su trên thân ở những nơi chúng Cài đặt).
Sau khi buộc tạm thời các ống cao su bằng bông hoặc băng cao su trực tiếp trong găng tay để bảo vệ lớp cách điện bằng băng giấy khỏi bị hư hại, lõi của cáp bị uốn cong và uốn cong.
Uốn các đầu của dây cách điện cho dây trong một diện tích bằng chiều dài của phần ống của đầu 1 cộng với 8 mm, do đó chuẩn bị cho dây của cáp để kết thúc. Để tạo điều kiện thuận lợi cho việc uốn ống, bề mặt bên ngoài của những khu vực này được bôi bằng thạch dầu mỏ hoặc dầu bôi trơn.
Nhấn, hàn hoặc hàn các đầu vào các đầu của lõi dẫn điện, sau đó lau phần hình trụ (hình ống) của chúng bằng giẻ thấm xăng.
Phần cong của đường ống được làm nhám bằng chổi dũa hoặc bàn chải thép sau khi lau bằng vải thấm xăng, sau đó bôi một lớp keo số 88H mỏng lên đó.
Các cuộn được quấn bằng băng cao su chịu dầu và phủ keo số 88H được đặt vào các lỗ đầu được hình thành trong quá trình ép bằng phương pháp thụt cục bộ. Nếu đường kính của phần hình trụ của đầu nhỏ hơn đường kính trong của ống, nghĩa là có sự khác biệt giữa chúng, nên phủ nhiều lớp cao su chịu dầu, trước đó đã lau bằng xăng và phủ keo số 88H , được quấn trên đầu, nếu cần phải loại bỏ nó hoàn toàn. Để bịt kín, ống được vặn vào phần hình trụ của đầu.
Việc bịt kín cũng có thể được thực hiện bằng cách dán một đoạn ống có chiều dài bao phủ hoàn toàn phần hình trụ của đầu và đi vào ống chính ở khoảng cách bằng hai đường kính của nó. Trong trường hợp này, các bề mặt được dán của đường ống (chính và đoạn) trước tiên được làm nhám, lau bằng giẻ tẩm xăng, phủ keo số 88H và để khô, sau đó bôi một lớp keo dày số 88H lên một lần nữa. bề mặt bên trong của đoạn ống và ngay lập tức ấn vào đầu.
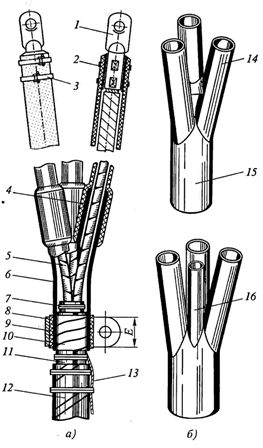
Cơm. 2. Cấu tạo đầu cuối KVR (a) và loại găng tay cao su cho cáp ba lõi và bốn lõi (b): 1 — đầu, 2, 11 — cuộn băng PVC, 3 — ống cao su nitrit, 4 — lõi cáp, 5 — găng tay, 6 — giá đỡ, 7 — dây nối đất, 8 — đệm, 9 — vỏ cáp, 10 — dải cao su chịu dầu, 12 — đai cách điện, 13 — băng, 14 — ngón đeo găng, 15 — thân găng, 16 — tăng cho cáp bốn lõi bốn lõi
Khi hoàn thiện lõi bằng cách hàn với sự trợ giúp của các vật đúc của nhãn hiệu LA, một dải cao su chịu dầu được quấn trên phần trần của lõi với sự chuyển đổi các vòng quay của nó sang đầu và lớp cách nhiệt của lõi. Nó cũng được phép bịt kín cuộn dây này bằng một dải dây xoắn liên tục có đường kính 1,5 ... 2 mm, sau đó được phủ bằng vecni nhựa đường.
Các phương pháp phổ biến nhất để bịt kín ống cao su vào phụ kiện được thể hiện trong Hình. 3. Các ống cao su 1 được cố định trên thân đầu bằng một băng đặc biệt 3 hoặc bốn vòng dây đồng có đường kính 1 mm.
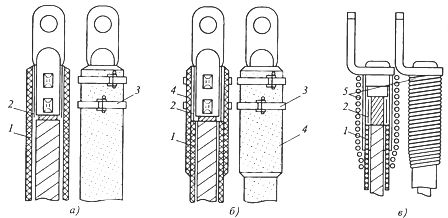
Cơm. 3.Các phương pháp bịt kín ống cao su trên đầu nhôm: a — bằng cách cuộn trước ống, b — sử dụng một đoạn ống, c — dây xoắn trên đầu đúc, 1 — ống cao su, 2 — cuộn bằng băng cao su chịu dầu , 3, 5 — băng thép và dây bện, 4 — đầu nối ống cao su
Đầu cáp Epoxy, nó được phân biệt bởi sự đơn giản trong thi công, độ tin cậy, độ bền điện và cơ học cao, an toàn và khả năng chịu nhiệt (nhiệt độ làm việc của một con dấu như vậy là từ -50 đến +90 ° C).
Nó có tên gọi chung là loại KVE và được sử dụng để kết thúc các dây cáp điện được thiết kế cho điện áp lên đến 10 kV và được sử dụng trong bất kỳ cơ sở nào, cũng như trong các hệ thống lắp đặt điện ngoài trời được bảo vệ khỏi tiếp xúc trực tiếp với lượng mưa trong khí quyển và ánh sáng mặt trời.
Phần thân hoàn thiện bằng epoxy được hình thành sau khi hợp chất epoxy đóng rắn, được đúc thành hình nón, tạm thời trượt dọc theo đầu cáp.
Phần chèn thân epoxy (Hình 4) có thể có thiết kế sau:
-
KVEN - với các ống dây cao su nitrit để sử dụng trong phòng khô,
-
KVED — với các ống hai lớp (lớp dưới bằng polyvinyl clorua, lớp trên bằng polyetylen) trên các tĩnh mạch để sử dụng trong các phòng ẩm ướt và các khu vực có khí hậu nhiệt đới và cận nhiệt đới,
-
KVEP — với đầu ra từ vỏ của dây dẫn cách điện được hàn bên trong dây dẫn nhiều lõi của cáp được thiết kế cho điện áp lên đến 1 kV, để sử dụng trong phòng ẩm ướt và khu vực có khí hậu nhiệt đới và cận nhiệt đới,
-
KVEz — với các ống cao su nitrit trên dây dẫn một dây của cáp được thiết kế cho điện áp lên đến 1 kV và thiết bị "khóa" bên trong hộp để sử dụng trong phòng ẩm ướt và các khu vực có khí hậu nhiệt đới và cận nhiệt đới.
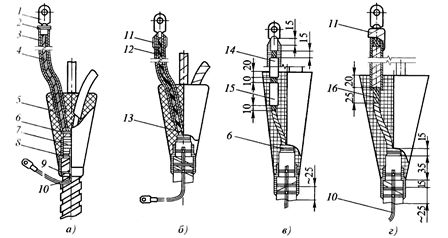
Cơm. 4. Niêm phong epoxy cuối cùng của cáp có thiết kế khác nhau: a — KVEN, b — KVED, c — KVEP, d — KVEz, 1 — đầu, 2 — băng hoặc kẹp, 3 — ống cao su nitrit, 4 — dây dẫn điện trong cách điện nhà máy , 5 — vỏ hỗn hợp epoxy, 6 — băng quấn bằng sợi thô trên lớp cách điện của đai, 7 — vỏ cáp, 8 — cuộn dây hai lớp, 9 — băng quấn dây nối đất, 10 — dây nối đất, 11 — cuộn băng bông , phủ hỗn hợp epoxy, 12 — ống hai lớp, 13 — dây cách điện, 14 — mối nối của lõi bằng cách hàn, 15 — cuộn từ băng dính PVC, 16 — phần trần của lõi
Ngoài những điều trên, các đầu nối KVEo cũng được sử dụng mà không có thân đúc epoxy, nhưng với một cuộn băng bông được dán bằng hỗn hợp epoxy, chúng được dùng để kết thúc cuối cùng của cáp một lõi dành cho điện áp lên đến 1 kV, trong cùng điều kiện như thiết bị đầu cuối KVEN và KVED.
Việc lắp đặt các thiết bị đầu cuối bắt đầu sau khi cắt cáp, được thực hiện theo hướng dẫn chung. Kích thước của các dải cáp cho các đầu nối KVEP và KVEz được xác định bằng hình. 5 và tab. 1.
Cơm. 5. Cắt cáp để lắp KVEP (a) và KVEz (b): 1 — lõi cách điện nhà máy, 2 — cách điện đai, 3 — vỏ bọc, 4 — tấm chắn cáp
Điểm đặc biệt của đầu cuối KVEP là nó không phải là lõi dẫn điện của cáp thoát ra khỏi nó mà là các đoạn dây cách điện được gắn vào chúng. Nó được thực hiện như sau.Một đoạn dây cách điện có chiều dài cần thiết với tiết diện tương ứng với tiết diện của lõi cáp được chọn, các đầu của nó được làm sạch, chuẩn bị nối một đầu với lõi cáp và đầu kia với đầu.
Bảng 1 Kích thước của các dải cáp để lắp các phụ kiện KVEP và KVEz
Kích thước của các đoạn của các đoạn của các kênh, mm (xem Hình 5) AOONSGBCEP-1, Quep-2170352040-Qvep-3, Queep-4210502045-CVEP-5, Quep-62405020-Quep-724-CV -2, KVEz-3F + 5535202595KVEz-4, KVEz-5F + 55352025120
Ghi chú:
1. Chiều dài của các lõi cáp đã cắt (đoạn Ж) được lấy tùy thuộc vào điều kiện đặt và đấu nối, nhưng không nhỏ hơn 150 mm.
2. Phần G để kết thúc KVEz được xác định tùy thuộc vào phương pháp kết thúc dây.
Các đầu trần của lõi đồng của cáp và dây đồng được tẩy dầu mỡ, luồn vào ống bọc đồng kết nối và hàn bằng cách đổ chất hàn POS-30 hoặc POS-40 vào đó. Lõi nhôm của cáp được kết nối với dây nhôm trong ống bọc nhôm bằng cách hàn, đổ hoặc uốn.
Sau khi kết nối lõi của cáp với dây dẫn, một cuộn băng dính polyvinyl clorua được dán vào khu vực tiếp xúc, dây dẫn nối đất được hàn vào tấm chắn và dải, sau đó lõi và vỏ bọc tại điểm kết thúc được tẩy nhờn bằng axeton cho đến khi chúng cung cấp độ bám dính tốt hơn cho hợp chất epoxy.
Một hình nón di động được gắn trên đầu cáp đã chuẩn bị sẵn sao cho các lõi của cáp cách mỗi điểm trên mép của nó ít nhất 6 ... 7 mm và phần hàn nằm bên trong. Khuôn được đổ bằng hỗn hợp epoxy và sau khi đông cứng, nó được lấy ra.
Đầu cuối epoxy KVEz (xem Hình 4, d) khác với đầu cuối KBEp ở chỗ phần G dài 25 mm, được gọi là khóa, không có lớp cách điện được để lại trên dây đặc một lõi của cáp (xem Hình 5). Một ống làm bằng cao su nitrit có chiều dài này được đặt trên dây có các phần lộ ra ngoài, điều này sẽ cho phép một đầu được kéo qua phần hình trụ của đầu và đầu kia chìm các hốc trong thân epoxy đến độ sâu ít nhất là 20 mm.
Khi lắp đặt và lấp đầy khuôn bằng epoxy, vật liệu nhúng KVEz đáp ứng các yêu cầu tương tự như vật liệu nhúng KVEP.
Cơm. 6. Đầu cuối KVV: 1 — tấm chắn cáp, 2 — dây nối đất, 3 — dải dây của tấm chắn và vỏ bọc, 4 — vỏ bọc cáp, 5 — vật liệu cách nhiệt do nhà máy sản xuất, 6 — băng sợi bông trên lớp cách điện ở thắt lưng, 7 — lõi trong nhà máy cách điện, 8 — cuộn dây đai hình thủy tinh, 9 — cuộn dây lõi, 10 — băng sợi bông trên lớp cách điện lõi, 11 — phần trần của lõi, 12 — kẹp cáp, 13, 15, 17 — băng quấn, 14 — đệm, 16 - con lăn san lấp mặt bằng
Kết thúc cáp với dải PVC
Con dấu cuối làm bằng băng polyvinyl clorua và vecni (ký hiệu loại KVV) được sử dụng cho cáp cách điện bằng giấy, dành cho điện áp lên đến 10 kV và được sử dụng trong nhà, cũng như lắp đặt ngoài trời ở nhiệt độ môi trường không quá 40 ° C và chủ đề để bảo vệ khỏi tiếp xúc trực tiếp với lượng mưa và ánh sáng mặt trời.
Đầu cuối KVV được sử dụng khi chênh lệch mức của điểm cao nhất và thấp nhất của vị trí đặt cáp dọc theo tuyến không quá 10 m, nếu không thì sử dụng đầu cuối KVV đặc biệt. Việc lắp đặt các phụ kiện KVV được thực hiện ở nhiệt độ môi trường ít nhất là 5 ° C.
Việc niêm phong KVV (Hình 6) được thực hiện bằng chất kết dính (phiên bản đầu tiên) hoặc không dính (phiên bản thứ hai) bằng băng polyvinyl clorua bằng cách sử dụng các chế phẩm số 1 (nắp) hoặc số 2 (điền), tương ứng, keo PVC (Hình. có lớp dính ) băng dày 0,2 ... 0,3 mm và rộng 15 ... 20 mm, còn băng không dính dày 0,4 mm và rộng 25 mm. Kích thước của mặt cắt cáp để hoàn thành KVV được xác định bằng bảng. 2 và hình. 5, một.
Các vấu cáp được hàn, hàn hoặc uốn vào các đầu của lõi cáp.
Khi kết thúc các lõi cáp bằng cách uốn vấu qua hốc cục bộ, chỉ sử dụng vấu ống có dấu niêm phong của nhà máy. Trước khi uốn dây nhôm của cáp, bề mặt bên trong của đầu được làm sạch bằng bàn chải dây thép và bôi trơn bằng thạch anh-vaseline.
Sau khi loại bỏ lớp cách điện khỏi các đầu dây theo chiều dài bằng chiều dài của phần ống của đầu và chà xát chúng từ băng cardo để có độ bóng kim loại, khu vực tiếp xúc cũng được bôi trơn bằng thạch anh-vaseline.
Sau khi chuẩn bị như vậy, đầu được đặt cho đến khi nó nằm trên lõi, và sau khi đặt nó vào cơ chế ép với một cú đấm và khuôn đã chọn trước đó, hãy uốn cong nó.Các lỗ thu được trên phần hình ống của đầu sau khi uốn được lau bằng vải thấm xăng, bôi trơn bằng chế phẩm số 2, sau đó lấp đầy các cuộn băng polyvinyl clorua và chế phẩm polyvinyl clorua số 2.
Khối lượng và hình dạng của cuộn băng phải tương ứng với độ sâu và hình dạng của lỗ. Cuống được ép vào lỗ và sau đó phủ hợp chất #2.
Các gờ hình thành ở phần chuyển tiếp từ bề mặt ngoài của phần hình trụ của vấu cáp sang lớp cách điện lõi được làm phẳng bằng một cuộn băng polyvinyl clorua rộng 7,5 mm, trong đó cuộn băng rộng 15 mm được cắt làm đôi. Tương tự, căn chỉnh ốp chân tường ở phần chuyển tiếp từ vỏ chì hoặc nhôm sang lớp cách nhiệt đai.
Bảng 2. Kích thước dải cáp lắp đặt đầu cuối KVV
Kích thước phần lắp đặt Dây dẫn, mm2, đối với cáp điện áp, kVKích thước của các đoạn kênh, mm (xem Hình 4, a)1610АОНСКВВ-1До 25—F + 653015KVV-235…5010…25-F + 705020KVV-370…9535 … 5016…25F + 1058025KVV-4120… 15070…9535… 70F + 1058025KVV-5185120…15095…120F + 12510025KVV-6240185150F + 12510025KVV-7-240185F + 12 510025KVV-8—240F + 12510025
Ghi chú:
1. Chiều dài của dây cắt (đoạn G) được lấy tùy thuộc vào điều kiện đấu nối, nhưng không nhỏ hơn 150 mm đối với cáp đối với điện áp 1 kV, 250 mm đối với điện áp 6 kV và 400 mm đối với điện áp của 10kV.
2. Phần G được xác định tùy thuộc vào phương pháp kết thúc dây dẫn.
Sau đó, lau các bề mặt bên ngoài của lớp cách điện dây và lớp cách điện của đai bằng giẻ thấm nhẹ xăng, và mỗi lõi từ lớp cách điện của đai đến phần tiếp xúc của đầu được quấn bằng băng polyvinyl clorua (trong ba lớp có dây chéo- tiết diện lên đến 95 mm2 và trong bốn lớp có tiết diện từ 120 mm2 trở lên).
Các lớp băng polyvinyl clorua được dán chồng lên nhau 50% so với lượt trước (chồng lên nhau) và với độ căng trong đó băng được kéo căng với chiều rộng ban đầu giảm không quá 1/4. Lớp cuộn dây cuối cùng của mỗi lõi được thực hiện bằng cách tiếp cận toàn bộ cao độ của vỏ chì hoặc nhôm.
Cuộn dây của mỗi lõi được phủ bằng một bàn chải có lớp dày thành phần số 2 ở các đoạn dài 70, 100 hoặc 120 mm (tính từ phần cuối của lớp cách điện của đai) với đường kính cáp dọc theo vỏ bọc, tương ứng lên đến 25 , 40 và 55 mm. Chế phẩm được áp dụng cho phần bề mặt của mỗi lõi quay vào trong.
Sử dụng bàn chải hoặc thìa gỗ, hợp chất số 2 được sử dụng để lấp đầy khoảng trống bên trong giữa các đường vân. Sau đó, các tĩnh mạch được ép bằng tay thành một bó và cố định ở vị trí này bằng một miếng băng bông ở khoảng cách 10 mm so với khu vực được bao phủ bởi chế phẩm số 2.
Mặt ngoài của bó tĩnh mạch nén cũng được phủ một lớp dày chế phẩm số 2 (sử dụng chế phẩm ép đùn trong bó). Lượng thành phần trong các rãnh được hình thành bởi các tĩnh mạch phải sao cho nó xuất hiện dưới dạng ba cuộn trên bề mặt của bó, nghĩa là chúng không được để nguyên thành phần, trong đó không khí và độ ẩm có thể tích trữ.
Trên phần lõi được nén thành bó và trên phần của vỏ cáp, một cuộn thủy tinh dạng dải gồm tám lớp băng polyvinyl clorua được dán với độ chồng lên nhau 50% (bất kể mặt cắt ngang và điện áp của cáp) và ở một khoảng cách 20 mm từ các đầu của cuộn dây này và trên phần hình trụ của thanh cáp - các dải dây xoắn có đường kính 1 mm (Bảng 3).
Băng được phủ bằng hợp chất polyvinyl clorua số 1 bằng bàn chải.
Để tăng khả năng chống ẩm, bề mặt bên ngoài của con dấu được phủ bằng vecni nhựa đường hoặc sơn men màu.
Có thể tháo băng tạm thời làm bằng băng bông được dán phía trên cuộn thủy tinh 10 mm sau khi uốn dây và nối chúng với các điểm tiếp xúc của cao su tương ứng của thiết bị hoặc thiết bị đóng cắt, và sau khi chế phẩm số 2 đã đủ khô.
Ngoài ra, trước khi chế phẩm 2 khô, nên giải phóng phần nhúng khỏi áp suất của chế phẩm tẩm, phát sinh do sự khác biệt về mức độ vị trí của các đầu cáp. Việc kết nối cáp với đầu cuối mới được cài đặt dưới tải được cho phép không sớm hơn 48 giờ sau khi kết thúc quá trình cài đặt.
Các phớt KVV sử dụng băng polyvinyl clorua không dính và hợp chất lỏng #1 được lắp đặt theo cách tương tự như các phớt sử dụng băng dính. Trong trường hợp này, mỗi lớp cuộn dây (để tránh làm suy yếu mật độ lớp phủ của nó trước khi hoàn thành lớp tiếp theo) được cố định tạm thời bằng một dải gồm 2-3 sợi chỉ thô.
Bảng 3 Sự phụ thuộc của chiều rộng băng vào tiết diện của lõi cáp
Phần lõi, mm2162535507095120150185240 Chiều rộng băng, mm25303540455055657075
Đầu tiên, bề mặt của mỗi lớp của cuộn dây được phủ một lớp và sau khi sấy khô - với lớp thứ hai của chế phẩm số 1. Lớp băng tiếp theo được áp dụng cho lớp thứ ba của chế phẩm số 1, lớp này không được áp dụng ngay lập tức dọc theo toàn bộ chiều dài, nhưng dần dần ở các đoạn có chiều dài 100 mm.
Các con dấu KVV có thiết kế đặc biệt được sử dụng với sự khác biệt lớn về mức độ vị trí của các đầu cáp. Chúng khác với các con dấu của thiết kế thứ nhất và thứ hai ở chỗ cuộn dây trên lớp cách điện lõi được làm bằng năm lớp băng polyvinyl clorua và cột sống bịt kín được làm kín bằng hợp chất epoxy thay vì hợp chất polyvinyl clorua số 2.
Trong các phụ kiện KVV xây dựng đặc biệt, cuộn dây cân bằng giữa đầu và lớp cách điện lõi được làm bằng băng bông với một lớp phủ epoxy hào phóng trên mỗi lượt.