Sự mài mòn của các tiếp điểm điện
Trong quá trình hoạt động, các tiếp điểm chuyển đổi thường xuyên được bật và tắt. Điều này dẫn đến hao mòn. Việc mài mòn các điểm tiếp xúc được cho phép để không dẫn đến sự cố của thiết bị cho đến khi hết tuổi thọ.
Sự mài mòn tiếp xúc là sự phá hủy bề mặt làm việc của các tiếp điểm với sự thay đổi về hình dạng, kích thước, trọng lượng và giảm khả năng ngâm nước.
Sự mài mòn của các tiếp điểm điện, xảy ra dưới tác động của các yếu tố cơ học, được gọi là hao mòn cơ học... Các tiếp điểm của bộ ngắt kết nối bị mài mòn cơ học - các thiết bị mở mạch điện mà không có tải. Sự mài mòn biểu hiện ở dạng mài mòn và làm phẳng các tiếp điểm cuối và mài mòn các bề mặt tiếp xúc bị cắt.
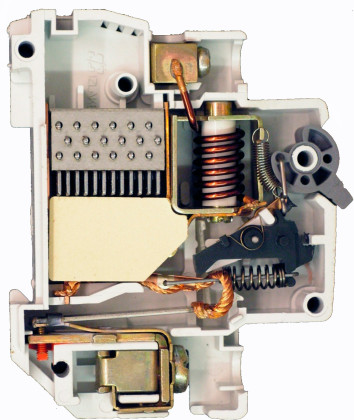
Để giảm hao mòn cơ học, các tiếp điểm cố định hoặc di động được cung cấp một lò xo ép tiếp điểm dừng ở vị trí tắt của thiết bị, loại bỏ khả năng rung của tiếp điểm.Ở vị trí bật, tiếp điểm có lò xo di chuyển ra khỏi điểm dừng và lò xo ép các tiếp điểm vào nhau, tạo ra lực ép tiếp điểm.
Sự mài mòn mạnh nhất xảy ra dưới tác động của các yếu tố điện, khi có dòng điện. Sự hao mòn này được gọi là hao mòn điện hoặc ăn mòn điện.
Biện pháp đo độ mòn tiếp xúc điện phổ biến nhất là giảm thể tích hoặc trọng lượng của vật liệu tiếp xúc.
Các tiếp điểm được thiết kế để chuyển mạch điện dưới tải có thể bị hao mòn về cơ và điện. Ngoài ra, các điểm tiếp xúc bị mài mòn do sự hình thành các màng trên bề mặt của chúng bằng các hợp chất hóa học khác nhau từ vật liệu tiếp xúc với môi trường, được gọi là mài mòn hoặc ăn mòn hóa học.
Khi mạch điện được giao hoán với tải điện, trên các tiếp điểm xảy ra hiện tượng phóng điện, có thể biến thành phóng điện mạnh hồ quang điện.
Đóng quá trình mặc
Khi các tiếp điểm chạm vào nhau trong quá trình đóng chúng, tiếp điểm lò xo bị bật ra sau dưới tác dụng của lực đàn hồi. Có thể có một số lần từ chối tiếp xúc, tức là quan sát thấy rung động tiếp xúc với biên độ tắt dần. Biên độ của các rung động giảm dần với mỗi tác động tiếp theo. Thời gian từ chối cũng giảm.
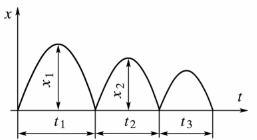
Độ rung của các tiếp điểm khi thiết bị được bật: x1, x2 — biên độ từ chối; t1, T2, T3 — lãng phí thời gian
Khi các điểm tiếp xúc bị bật ra, một vòng cung ngắn được hình thành, làm nóng chảy các điểm tiếp xúc và làm bay hơi kim loại. Trong trường hợp này, áp suất hơi kim loại tăng lên được tạo ra trong vùng tiếp xúc và tiếp điểm "treo" trong dòng chảy của những hơi này.Thời gian đóng tiếp điểm được tăng lên.
Độ mài mòn của các tiếp điểm điện khi bật phụ thuộc vào độ lõm ban đầu tại thời điểm tiếp xúc của các tiếp điểm, độ cứng của lò xo tạo ra lực ép tiếp điểm và vào các đặc tính vật lý của vật liệu tiếp xúc.
Lực đẩy ban đầu của các tiếp điểm tại thời điểm tiếp xúc của chúng — đây là lực chống lại sự từ chối của các tiếp điểm khi chúng va chạm. Lực này càng lớn thì biên độ và thời gian từ chối càng nhỏ, độ rung của các tiếp điểm và độ mòn của chúng sẽ càng nhỏ. Khi độ cứng của lò xo tăng lên, khả năng loại bỏ tiếp điểm giảm và độ mài mòn của tiếp điểm giảm.
Điểm nóng chảy của vật liệu tiếp xúc càng cao thì độ mài mòn tiếp xúc càng thấp. Dòng điện trong mạch chuyển mạch càng cao thì các tiếp điểm càng bị mài mòn nhiều.
quy trình mặc mở
Tại thời điểm mở các tiếp điểm, áp suất tiếp điểm giảm xuống bằng không. Trong trường hợp này, điện trở tiếp xúc tăng lên và mật độ dòng điện tại điểm tiếp xúc cuối cùng tăng lên. Điểm tiếp xúc nóng chảy và một eo đất (cầu) kim loại nóng chảy hình thành giữa các tiếp điểm phân kỳ, sau đó bị đứt. Tia lửa hoặc hồ quang có thể xảy ra giữa các tiếp điểm.
Dưới ảnh hưởng của nhiệt độ cao trong quá trình phóng, một phần kim loại của eo tiếp xúc bị bốc hơi, một phần bị đẩy ra khỏi khe tiếp xúc dưới dạng bắn tung tóe và một phần được chuyển từ tiếp điểm này sang tiếp điểm khác. Hiện tượng xói mòn được quan sát thấy trên các điểm tiếp xúc - sự xuất hiện của các miệng hố trên chúng hoặc sự dính của kim loại.Độ mòn của các tiếp điểm phụ thuộc vào loại và cường độ dòng điện, thời gian cháy của hồ quang và vật liệu của các tiếp điểm.
Với dòng điện một chiều, việc truyền vật chất từ tiếp điểm này sang tiếp điểm khác diễn ra mạnh hơn so với dòng điện xoay chiều, do chiều dòng điện trong mạch không thay đổi.
Ở dòng điện thấp, sự xói mòn của các tiếp điểm là do eo tiếp xúc bị phá hủy không phải ở giữa mà ở gần một trong các điện cực hơn. Thường xuyên hơn, sự gián đoạn của eo tiếp xúc được quan sát thấy ở cực dương - điện cực dương.
Người ta quan sát thấy có sự chuyển kim loại sang điện cực cách xa điểm nóng chảy, thường là cực âm. Kim loại được chuyển hóa rắn lại trên cực âm dưới dạng các phần nhô ra sắc nét làm xấu đi các điều kiện tiếp xúc và giảm khoảng cách giữa các tiếp điểm ở trạng thái mở. Lượng xói mòn tỷ lệ thuận với lượng điện truyền qua các tiếp điểm trong quá trình phóng tia lửa điện. Dòng điện và thời gian cháy của hồ quang càng lớn thì sự ăn mòn các tiếp điểm càng lớn.
Ở dòng điện cao trong mạng điện công nghiệp, hồ quang thường xảy ra giữa các tiếp điểm mở. Độ mài mòn tiếp xúc hồ quang phụ thuộc vào nhiều yếu tố. Trong số đó, các yếu tố sau có thể được giải quyết: điện áp nguồn, loại và cường độ dòng điện, cường độ từ trường, độ tự cảm của mạch, tính chất vật lý của vật liệu tiếp xúc, tần số chuyển đổi chu kỳ, bản chất của tiếp điểm, tốc độ mở tiếp điểm.
Hồ quang điện giữa các tiếp điểm bốc cháy ở một giá trị điện áp nhất định.Khi có các thiết bị dập hồ quang gây ra chuyển động của hồ quang, hồ quang sẽ trộn lẫn từ các tiếp điểm khi xuất hiện khe hở giữa các tiếp điểm 1 - 2 mm, không liên quan đến độ lớn của điện áp. Do đó, độ mài mòn của tiếp điểm thực tế không phụ thuộc vào điện áp. Các giá trị tối thiểu của điện áp tại đó hồ quang điện xảy ra đối với một số kim loại được sử dụng làm tiếp điểm được đưa ra trong bảng. 1.
Bảng 1. Điện áp và dòng điện hồ quang tối thiểu đối với các kim loại được chọn
Thông số mạch Vật liệu tiếp xúc Au Ag Cu Fe Al Mon W Ni Dòng tối thiểu, A 0,38 0,4 0,43 0,45 0,50 0,75 1,1 1,5 Điện áp tối thiểu, V 15 12 13 14 14 17 15 14
Độ mài mòn của tiếp điểm tăng khi dòng điện ngắt tăng. Sự phụ thuộc này gần tuyến tính. Đồng thời, sự thay đổi dòng điện dẫn đến sự thay đổi từ trường bên ngoài, ảnh hưởng đến bản chất của sự mài mòn tiếp xúc. Sự mài mòn tiếp điểm mạnh hơn ở dòng điện một chiều, điều này có liên quan đến sự chậm trễ trong việc dập tắt hồ quang. Với dòng điện một chiều, các tiếp điểm mòn không đều.
Chuyển động của hồ quang trong các thiết bị dập tắt hồ quang xảy ra trong từ trường do dây dẫn mang dòng điện tạo ra. Khi cường độ của từ trường tăng lên, tốc độ chuyển động của các điểm tham chiếu của vòng cung tăng lên. Đồng thời, các tiếp điểm nóng lên và nóng chảy ít hơn, giảm mài mòn. Tuy nhiên, khi một eo đất kim loại nóng chảy xảy ra giữa các tiếp điểm hở, sự gia tăng cường độ từ trường làm tăng các lực điện động có xu hướng đẩy kim loại nóng chảy ra khỏi khe tiếp xúc.Điều này dẫn đến tăng độ mòn của các tiếp điểm.
Độ mài mòn của tiếp điểm bị ảnh hưởng bởi độ tự cảm của mạch vì nó liên quan đến hằng số thời gian của mạch và tốc độ thay đổi của dòng điện. Trong một mạch điện không đổi, việc tăng độ tự cảm có thể làm giảm hao mòn khi các tiếp điểm đóng vì dòng điện tăng chậm hơn và không đạt giá trị cực đại khi các tiếp điểm giảm xuống.
Trong mạch điện xoay chiều, việc tăng độ tự cảm có thể làm tăng và giảm hao mòn ngắn mạch. Nó phụ thuộc vào thời điểm các địa chỉ liên lạc bị loại bỏ. Khi các tiếp điểm mở, điện cảm của mạch ảnh hưởng đến sự mài mòn nếu nó ảnh hưởng đến dòng điện và thời gian dập tắt hồ quang.
Sự mài mòn mạnh hơn được quan sát thấy ở các tiếp điểm làm bằng vật liệu tiếp xúc thuần túy (đồng, bạc) và giảm đáng kể ở các tiếp điểm làm bằng hợp kim có thành phần chịu lửa (đồng - vonfram, bạc - vonfram).
Bạc có khả năng chống mài mòn tương đối cao ở dòng điện lên đến 63 A, ở dòng điện từ 100 A trở lên, khả năng chống mài mòn giảm và ở dòng điện 10 kA, nó trở thành một trong những vật liệu ít chống mài mòn nhất.
Độ mài mòn của tiếp điểm tăng khi tần số chuyển mạch tăng. Thiết bị được bật càng thường xuyên, các điểm tiếp xúc càng nóng lên và khả năng chống xói mòn của chúng càng giảm. Tăng tốc độ mở tiếp điểm sẽ rút ngắn thời gian hồ quang và giảm hao mòn hồ quang trên các tiếp điểm.
Các thông số của tiếp điểm điện (lỗi, giải pháp, áp suất) và bản chất của tiếp điểm (tiếp điểm hoặc mặt phẳng, tiếp điểm méo) ảnh hưởng đến cả hao mòn cơ học và hao mòn điện.Ví dụ, khi dung dịch tiếp xúc tăng lên, độ mài mòn của chúng tăng lên, do sự giải phóng năng lượng nhiệt trong xi lanh hồ quang tăng lên.
Các điểm tiếp xúc điện bị mòn có thể dẫn đến tiếp xúc kém và mất kết nối tiếp điểm. Điều này có thể gây ra sự cố sớm của thiết bị chuyển mạch. Sự mài mòn tiếp xúc bị ảnh hưởng bởi sự từ chối của chúng dưới tác động của lực điện động.
Shterbakov E.F.