Chiếu sáng xưởng sửa chữa các xí nghiệp công nghiệp
 Việc sửa chữa bao gồm:
Việc sửa chữa bao gồm:
- sửa chữa và cơ khí, sửa chữa và lắp đặt, cũng như xưởng cho các kết cấu kim loại của khối sửa chữa và cơ sở xây dựng;
- xưởng chế biến gỗ cho khối sửa chữa và cơ sở xây dựng;
- xưởng đúc khối sửa chữa và cơ sở xây dựng;
- xưởng sửa chữa điện (sửa chữa điện);
- cửa hàng sơn cho khối sửa chữa và cơ sở xây dựng.
Các giá trị độ rọi khuyến nghị cho các xưởng sửa chữa, khối sửa chữa và cơ sở xây dựng được áp dụng theo các tiêu chuẩn công nghiệp về chiếu sáng nhân tạo của các xưởng chính của ngành chế tạo máy và công cụ.
chiếu sáng khẩn cấp nên được cung cấp trong các xưởng đúc (nơi chiết xuất kim loại từ lò nung hoặc mái vòm, bộ phận nấu chảy và rót), xưởng nhiệt (khu vực làm việc với axit, muối nóng chảy và lắp đặt khí đốt), trong xưởng sơn kim loại (bồn tắm) . Trong các phần còn lại, chiếu sáng sơ tán được bố trí dọc theo các lối đi chính của cơ sở nơi có hơn 50 người làm việc.
Đèn di động để sửa chữa, điều chỉnh và kiểm tra thiết bị được lắp đặt trong tất cả các cơ sở của cửa hàng sửa chữa. Với sự có mặt của các máy gia công kim loại có đèn chiếu sáng cục bộ trong bộ, được phép sử dụng các đầu cuối điện áp thấp của máy để cấp nguồn cho các thiết bị chiếu sáng di động (OP).
Điện áp của ánh sáng di động được lấy tùy thuộc vào điện áp của ánh sáng cục bộ của máy móc hoặc ánh sáng di động cho toàn bộ khu vực 40 và 24 V. hoạt động bên trong mái vòm, boongke và các thùng chứa khác của xưởng đúc.
Nên lắp đặt đèn chiếu sáng khẩn cấp để vệ sinh và đảm bảo an ninh cho cơ sở trong tất cả các phòng chính của xưởng sửa chữa. Là đèn chiếu sáng khẩn cấp, nên sử dụng đèn chiếu sáng sơ tán (EO) và chiếu sáng khẩn cấp (AO).
 Để chiếu sáng chung cho xưởng dịch vụ, nên sử dụng đèn phóng điện (LL, DRL, MGL) và trong một số trường hợp là NLVD. Theo quy định, đèn huỳnh quang nên được sử dụng trong các phòng có chiều cao thấp (lên đến 6-8 m). Đối với các đoạn cẩu cao trên 6-8 m nên dùng RLVD.
Để chiếu sáng chung cho xưởng dịch vụ, nên sử dụng đèn phóng điện (LL, DRL, MGL) và trong một số trường hợp là NLVD. Theo quy định, đèn huỳnh quang nên được sử dụng trong các phòng có chiều cao thấp (lên đến 6-8 m). Đối với các đoạn cẩu cao trên 6-8 m nên dùng RLVD.
Đèn sợi đốt được sử dụng trong các trường hợp thích hợp có thể và hợp lý về mặt kinh tế, chủ yếu làm đèn dự phòng, di động và cục bộ, trong các phòng nhỏ có nguy cơ cháy nổ, đối với AO và EO, khi được sử dụng làm đèn chiếu sáng làm việc RLVD.
Nếu khi có cầu trục, việc bảo dưỡng các thiết bị chiếu sáng trong các khu vực của xưởng sửa chữa thường không gây khó khăn, thì khi có cầu trục, dự án phải cung cấp khả năng bảo dưỡng hệ thống chiếu sáng chung trên cao.Để làm điều này, cần phải giao nhiệm vụ cho tổ chức - nhà thiết kế chung để đăng ký trong dự án thiết bị di động sàn, nhiệm vụ của tổ chức thiết kế phần xây dựng, thiết bị chiếu sáng cầu, thiết bị của lực lượng vận hành cần cẩu treo trên xích đu di động, lắp đặt cần cẩu rơ mooc đặc biệt có bệ để đèn bảo trì, v.v.
Trong các phòng có chiều rộng nhỏ (tối đa 9 m), được phép lắp đặt OP trên tường (theo quy định là đèn có LL) dưới đường ray của cần trục, với sự hỗ trợ của OP từ cầu thang và thang.
Trong điều kiện của các xưởng sửa chữa (cơ khí, điện, v.v.), chủ yếu sử dụng hệ thống chiếu sáng kết hợp, trong đó chiếu sáng cục bộ bề mặt làm việc, bàn lắp ráp có thể tăng đáng kể độ chiếu sáng, tạo hướng sáng cần thiết, cung cấp ánh sáng cho bề mặt bên trong của sản phẩm được che chắn khỏi ánh sáng chung tạo ra sự phân bố độ sáng thuận lợi trong khu vực làm việc.
Việc sử dụng ánh sáng cục bộ cho phép bạn tăng năng suất lao động và thường giảm lãng phí sản phẩm. Đồng thời, theo quy định, mức tiêu thụ năng lượng và chi phí vốn để lắp đặt hệ thống chiếu sáng giảm mạnh.
Trong hệ thống chiếu sáng kết hợp, độ chiếu sáng của bề mặt làm việc do các thiết bị chiếu sáng chung tạo ra phải đạt ít nhất 10% so với tiêu chuẩn chiếu sáng kết hợp với các nguồn sáng dùng để chiếu sáng cục bộ.Trong trường hợp này, độ rọi từ đèn chiếu sáng chung trong hệ thống chiếu sáng kết hợp ít nhất phải là 150 và không quá 500 Lx khi được sử dụng để chiếu sáng chung cho radar và tương ứng, không dưới 50 và không quá 100 Lx — với LN .
Trong các phòng không có ánh sáng tự nhiên, ánh sáng do các thiết bị chiếu sáng tạo ra để chiếu sáng chung trong hệ thống chiếu sáng kết hợp có thể có giá trị lớn hơn các giá trị được liệt kê ở trên.
Ánh sáng được cung cấp tại nơi làm việc với các thiết bị chiếu sáng cục bộ được định nghĩa là sự khác biệt giữa ánh sáng tiêu chuẩn hóa và ánh sáng được cung cấp bởi các thiết bị chiếu sáng chung trong hệ thống kết hợp.
Để hạn chế ánh sáng chói trực tiếp của các thiết bị chiếu sáng cục bộ, góc bảo vệ tối thiểu cần thiết được quy định, đối với các thiết bị chiếu sáng di chuyển theo chiều cao tối thiểu phải là 30 ° (với chóa làm bằng vật liệu mờ) và ít nhất 10 ° trong các trường hợp khác . Vì ánh sáng chói có thể phát sinh không chỉ từ ánh sáng trực tiếp mà còn từ ánh sáng chói phản xạ, nên phải thực hiện các biện pháp để hạn chế ánh sáng chói.
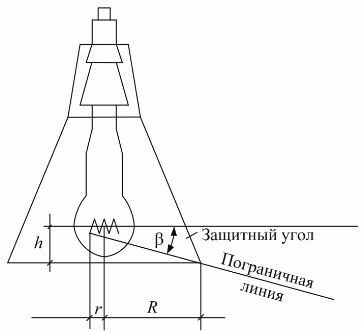
Góc bảo vệ của vật cố ánh sáng
Khi làm việc với các sản phẩm sáng bóng (ví dụ: tấm kim loại), nên sử dụng các thiết bị lắp đặt có bề mặt phát sáng lớn được phủ bằng vật liệu khuếch tán ánh sáng và sắp xếp chúng theo sơ đồ trong hình. 1, một. Độ sáng của bề mặt phát sáng của thiết bị chiếu sáng cục bộ phải nằm trong khoảng 2500-4000 cd / m2.
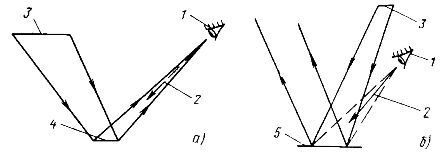
Cơm. 1.Vị trí của đèn, bề mặt làm việc và mắt của người lao động, đảm bảo giảm độ chói phản xạ trong quá trình làm việc: a — với kim loại hoặc nhựa sáng màu; b — với các vật liệu sáng bóng tối, cũng như với các bề mặt khuếch tán được phủ bằng vật liệu trong suốt hoặc với các bề mặt có phản xạ khuếch tán định hướng hoặc hỗn hợp; 1 — mắt thợ; 2 — hướng nhìn của người lao động; 3 — bề mặt phát sáng; 4 — bề mặt làm việc bóng; 5 — bề mặt làm việc bóng tối hoặc bề mặt làm việc khuếch tán được phủ một lớp vật liệu trong suốt
Khi làm việc với các sản phẩm bóng tối bằng nhựa, gốm sứ, khi làm việc cần phân biệt vật phản xạ khuếch tán trên nền khuếch tán, khi làm việc với vật phân biệt và bề mặt làm việc có phản xạ hỗn hợp cần đặt đèn chiếu sáng cục bộ theo sơ đồ trong hình. . 1, b.
Để giảm độ gợn của thông lượng ánh sáng radar ở tần số 50-60 Hz, cần sử dụng các mạch chống hoạt động (ví dụ: đèn có hai đèn, mạch cung cấp sự lệch pha giữa các dòng điện cung cấp cho các đèn khác nhau tại một góc 90 ± 40°). Các thiết bị chiếu sáng cục bộ thường phải đáp ứng các yêu cầu nghiêm ngặt về độ rung, tuyến tính và khả năng chống sốc.
Tùy thuộc vào vị trí của các nơi làm việc cùng loại, việc chiếu sáng cục bộ có thể được thực hiện riêng lẻ hoặc theo nhóm. Trong trường hợp đầu tiên, mỗi nơi làm việc được trang bị đèn riêng, trong trường hợp thứ hai, một nhóm hoặc dòng nơi làm việc được bổ sung một OU duy nhất để chiếu sáng cục bộ.
Khi chọn nguồn sáng để chiếu sáng cục bộ, hãy tiến hành như sau: đèn sợi đốt được ưu tiên hơn khi cần có đèn dễ di chuyển, cần chiếu sáng các khoang bên trong của các bộ phận gia công, nhiễu sóng vô tuyến là không thể chấp nhận được và có nguy cơ bị điện giật cao . Để chiếu sáng hầu hết các nơi làm việc, nên sử dụng đèn có LL. Việc sử dụng LL là cần thiết trong một số trường hợp và vì lý do hạn chế ánh sáng chói phản xạ khi làm việc với các bề mặt làm việc có gương lớn.
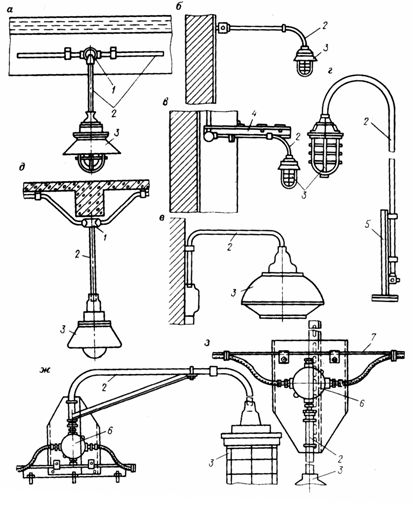 Sơ đồ lắp và cố định đèn: a — khi đặt trên dầm, b — trên tường, c — trên kết cấu kim loại, d — trên giá đỡ, e — trên hệ thống treo, f — trên giá đỡ, d — khi lắp đặt, cáp mở dọc theo cửa sổ trang trại phía dưới, h — để đặt cáp, 1 — hộp nối, 2 — ống (giá treo hoặc giá đỡ), 3 — đèn, 4 — kênh, 5 — giá đỡ kim loại, 6 — hộp nối U- 409, 7 — cáp.
Sơ đồ lắp và cố định đèn: a — khi đặt trên dầm, b — trên tường, c — trên kết cấu kim loại, d — trên giá đỡ, e — trên hệ thống treo, f — trên giá đỡ, d — khi lắp đặt, cáp mở dọc theo cửa sổ trang trại phía dưới, h — để đặt cáp, 1 — hộp nối, 2 — ống (giá treo hoặc giá đỡ), 3 — đèn, 4 — kênh, 5 — giá đỡ kim loại, 6 — hộp nối U- 409, 7 — cáp.
 Vận hành máy… Tất cả các máy cắt kim loại đều phải có đèn chiếu sáng cục bộ, đèn này thường được bao gồm trong máy. Đối tượng chính là khu vực cắt và bảng điều khiển. Các nhiệm vụ trực quan liên quan đến việc quan sát lắp ráp chính xác và buộc chặt phôi và dụng cụ cắt, đọc bản vẽ và kiểm tra chất lượng của nguyên công cắt.
Vận hành máy… Tất cả các máy cắt kim loại đều phải có đèn chiếu sáng cục bộ, đèn này thường được bao gồm trong máy. Đối tượng chính là khu vực cắt và bảng điều khiển. Các nhiệm vụ trực quan liên quan đến việc quan sát lắp ráp chính xác và buộc chặt phôi và dụng cụ cắt, đọc bản vẽ và kiểm tra chất lượng của nguyên công cắt.
Tất cả các thiết bị chiếu sáng của máy phải chịu được tải trọng cơ học tương ứng với nhóm điều kiện hoạt động M8 theo GOST 17516-72. Một yêu cầu chiếu sáng cụ thể đối với nhiều máy công cụ là cần hạn chế ánh sáng chói phản chiếu. Đối tượng quan sát có thể ở bất kỳ mặt phẳng nào, điều này quyết định khả năng sử dụng đèn dễ di chuyển.
Khi sử dụng chất lỏng gốc nước để làm mát dụng cụ cắt, cần có thiết kế đèn chống văng. Đối với các máy gia công kim loại lớn, một số thiết bị chiếu sáng cục bộ thường được lắp đặt, đối với các máy cắt kim loại nhỏ, cũng như máy đánh bóng và mài, có thể sử dụng đèn cỡ nhỏ loại LL LKS01 rất tiện lợi.
Sự hiện diện của bộ khuếch tán thủy tinh hữu cơ tạo ra độ sáng thấp ở đầu ra của đèn, điều này rất quan trọng khi làm việc với các bề mặt bóng và thiết kế chống tia nước giúp bảo vệ chống lại sự xâm nhập của chất lỏng gốc nước vào đèn.
Máy chế biến gỗ được đặc trưng bởi thực tế là kích thước của các sản phẩm được xử lý trên chúng tương đối lớn, theo quy luật, điều này quyết định việc loại bỏ ánh sáng cục bộ và thay thế bằng ánh sáng đồng bộ chung hoặc cục bộ. Nếu vẫn cần chiếu sáng cục bộ, nó được thực hiện bằng một hoặc hai đèn loại NKP. Trong một số trường hợp, chúng được thay thế bằng đèn không được thiết kế dành riêng cho chiếu sáng cục bộ (LSP16, LSP22, LSP18, v.v.).
Đèn có LN NVP01 (tích hợp) và NKP01 (tích hợp sẵn) được sử dụng để chiếu sáng máy ép. Có thể giải quyết vấn đề chiếu sáng cục bộ của các máy ép nhỏ bằng cách gắn các đèn chiếu sáng NKS01 cố định để hấp thụ chấn động trên các miếng đệm cao su.
Công việc thợ khóa... Trên bàn làm việc bằng kim loại, cần đảm bảo chiếu sáng tốt ba khu vực làm việc: bề mặt ngang của bàn làm việc (đánh dấu các bộ phận, đục lỗ, v.v.); mặt phẳng vẽ cố định thẳng đứng trên tường hoặc hàng rào; bề mặt của phôi được kẹp trong một ê tô, phải được chiếu sáng từ các phía khác nhau.
Không có thiết bị chiếu sáng nào có thể chiếu sáng tốt cả ba khu vực của bàn làm việc cùng một lúc. Giải pháp thành công nhất nên được coi là sử dụng đồng thời hai đèn.
Để chiếu sáng các mặt phẳng lớn, một đèn mạnh với LL (ví dụ: ML-2×40) được lắp đặt, đèn thứ hai cung cấp ánh sáng định hướng cho phôi trong ê tô. Đây có thể là đèn cố định với LN (ví dụ: NKS01).
Công việc bố cục và độ cong… Công việc đánh dấu trực quan đòi hỏi khả năng quan sát cao để phát hiện các vết nhỏ. Để giảm độ sáng của ánh sáng chói phản xạ khi đánh dấu các sản phẩm bóng, đèn có diện tích lớn và độ sáng thấp của lỗ đầu ra được sử dụng, tức là. Đèn LL được phủ bằng vật liệu khuếch tán ánh sáng. Khi việc chiếu sáng cục bộ gặp khó khăn hoặc không thể thực hiện được về mặt cấu trúc, thì hệ thống chiếu sáng cục bộ chung sẽ được tạo ra.
Một tính năng của công việc đánh dấu và uốn là cần phát hiện khoảng cách giữa mẫu và bộ phận, được cung cấp bằng ánh sáng «đến ánh sáng» (bằng cách cài đặt thêm một màn hình dọc).
Khi nạp các vật dụng nhỏ theo cách thủ công, đèn chiếu có thể được đặt ở vị trí thấp trên bề mặt làm việc và được gắn chắc chắn vào bàn. Việc sử dụng các thiết bị chiếu sáng đôi cho phép bạn cung cấp ánh sáng cần thiết.
Khi làm việc với các sản phẩm bóng, đèn được phủ bằng kính tán xạ ánh sáng được sử dụng. Khi các sản phẩm được vận chuyển với cơ chế nâng và vận chuyển, đèn di động và đèn xách tay được sử dụng làm thiết bị chiếu sáng cục bộ, số lượng và công suất của chúng được xác định bởi kích thước của các tấm. Trong trường hợp chiếu sáng cục bộ các tấm đánh dấu, các dòng thiết bị chiếu sáng xiên nằm sau lưng công nhân cũng được sử dụng.
Công việc lắp ráp… Tùy thuộc vào kích thước của các cụm và các bộ phận sẽ được lắp ráp trong khu vực lắp ráp, cần tạo ra ánh sáng khác nhau. Theo quy định, lắp ráp các sản phẩm quy mô nhỏ đề cập đến các công việc có độ chính xác cao và rất cao, lắp ráp các sản phẩm cỡ trung bình đến các công việc có độ chính xác trung bình, lắp ráp các sản phẩm quy mô lớn đến các công việc có độ chính xác thấp.
Chiếu sáng khu vực lắp ráp các sản phẩm cỡ trung bình tương tự như chiếu sáng công việc của thợ khóa. Khi lắp ráp các sản phẩm lớn, ánh sáng cần thiết thường được cung cấp bằng đèn có ánh sáng chung (cục bộ hoặc đồng nhất), khi lắp ráp các sản phẩm nhỏ, có thể thực hiện chiếu sáng cục bộ bằng đèn LNP01-2×30 và trong một số trường hợp (khi công việc được thực hiện bên trong khối lượng của sản phẩm) — với sự trợ giúp của đèn NKS01 ...
Trong các xưởng sửa chữa điện, nơi phần lớn là công việc điện nhỏ, chiếu sáng cục bộ có thể bao gồm một hoặc hai thiết bị chiếu sáng định hướng với nhiều bậc tự do (LNP01, NKS01, NKP02). Xưởng sửa chữa điện (sửa chữa điện). Việc phân loại mặt bằng của các xưởng sửa chữa năng lượng về nguy cơ cháy nổ được đưa ra trong các tiêu chuẩn thiết kế công nghệ của các xưởng sửa chữa năng lượng, đặc biệt, trong các tiêu chuẩn của Liên minh về thiết kế xưởng cho các doanh nghiệp chế tạo máy ( ONTP-01-78).
Tên của các cơ sở được đưa ra là một trong những tên có thể và có thể thay đổi. Vì vậy, bộ phận tháo gỡ và làm sạch có thể được gọi là tháo gỡ và xả nước, tháo gỡ và tìm lỗi, v.v.Khi dung môi hữu cơ được sử dụng ở một số nơi làm việc nhất định, những khu vực này có thể có môi trường nguy hiểm cháy nổ hoặc cháy nổ: ví dụ: khi các bộ phận được lau bằng xăng, dầu hỏa, cồn trắng, vùng nổ loại B-1a nằm trong bán kính 5 m từ nơi làm việc, khi lau và rửa các bộ phận vùng tetrachloroethylene trong bán kính 3 m là loại nguy hiểm cháy nổ P-1.
Khi kết hợp các bộ phận khác nhau trong một phòng, ánh sáng 300 Lx được thực hiện với hệ thống chiếu sáng chung (loại IIIb) và 1000 Lx — với hệ thống chiếu sáng kết hợp.
Xưởng chế biến gỗ để sửa chữa khối và xây dựng cơ sở. Để chiếu sáng các phân xưởng này chủ yếu sử dụng hệ thống chiếu sáng đồng bộ chung hoặc chiếu sáng cục bộ chung. Chiếu sáng cục bộ chủ yếu chỉ được sử dụng trong các bộ phận mộc, lắp ráp và cưa. LL và RLVD được khuyến nghị làm nguồn sáng. Trong các cửa hàng chế biến gỗ, đèn PVLM, LSP22, LSSH8, RSSHZ, v.v. được sử dụng rộng rãi. Hệ thống cáp chủ yếu được thực hiện bằng cáp không bọc thép với vỏ bọc và lớp cách điện không cháy.
Bộ phận sơn của cửa hàng sửa chữa và cơ sở xây dựng. RL (đèn N4T4L, N4T5L, OWP-250, OMR-250, v.v.) chủ yếu được sử dụng làm nguồn sáng. LN có thể được sử dụng cho các khu vực sơn nhỏ. Trong một số trường hợp, ánh sáng trong quá trình sơn có thể tăng lên tùy thuộc vào loại sơn của sản phẩm được sơn. Ở những nơi kiểm tra các sản phẩm sơn, độ chiếu sáng được tăng lên 300-400 Lx. Theo quy định, hệ thống dây điện được thực hiện bằng cáp, thiết bị khởi động và tấm chắn được di chuyển ra khỏi khu vực nguy hiểm.