Truyền động điện cho máy CNC
 Máy cắt kim loại đa chức năng và rô-bốt công nghiệp hiện đại được trang bị bộ truyền động điện nhiều động cơ giúp di chuyển các cơ quan điều hành dọc theo một số trục tọa độ (Hình 1).
Máy cắt kim loại đa chức năng và rô-bốt công nghiệp hiện đại được trang bị bộ truyền động điện nhiều động cơ giúp di chuyển các cơ quan điều hành dọc theo một số trục tọa độ (Hình 1).
Việc kiểm soát hoạt động của máy CNC được thực hiện bằng cách sử dụng các hệ thống tiêu chuẩn tạo ra các lệnh theo chương trình được xác định ở dạng kỹ thuật số. Việc tạo ra các bộ vi điều khiển hiệu suất cao và máy vi tính đơn chip, tạo nên lõi CPU có thể lập trình, giúp chúng có thể tự động thực hiện nhiều hoạt động hình học và công nghệ, cũng như thực hiện điều khiển kỹ thuật số trực tiếp của hệ thống truyền động điện và điện tự động hóa.
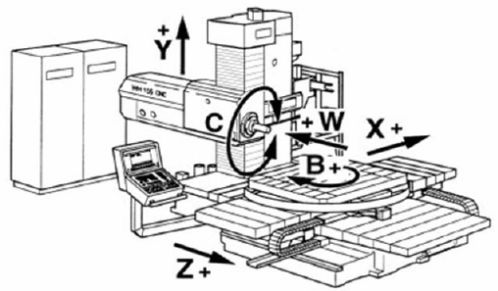
Cơm. 1. Hệ thống truyền động của máy phay CNC
Các loại truyền động điện cho máy CNC và yêu cầu đối với chúng
Quá trình cắt kim loại được thực hiện nhờ chuyển động lẫn nhau của chi tiết cần gia công và lưỡi cắt của dụng cụ cắt.Truyền động điện là một phần của máy cắt kim loại, được thiết kế để thực hiện và điều chỉnh các quy trình gia công kim loại thông qua hệ thống CNC.
Trong quá trình xử lý, người ta thường tách các chuyển động chính cung cấp các quy trình cắt được kiểm soát trong quá trình chuyển động lẫn nhau của dụng cụ và phôi, cũng như các chuyển động phụ tạo điều kiện thuận lợi cho hoạt động tự động của thiết bị (tiếp cận và rút dụng cụ giám sát, thay dụng cụ và vân vân.).
Những cái chính bao gồm chuyển động cắt chính, có tốc độ và sức mạnh cao nhất, cung cấp] lực cắt cần thiết, cũng như chuyển động cấp liệu, cần thiết để di chuyển cơ thể làm việc dọc theo một quỹ đạo không gian ở một tốc độ nhất định. Để có được bề mặt sản phẩm với hình dạng nhất định, các bộ phận làm việc của máy ra lệnh cho phôi và dụng cụ di chuyển theo quỹ đạo mong muốn với tốc độ và lực đã định. Truyền động điện cung cấp các chuyển động quay và tịnh tiến cho các cơ quan làm việc, sự kết hợp của chúng, thông qua cấu trúc động học của máy, cung cấp các chuyển vị lẫn nhau cần thiết.
Mục đích và loại máy gia công kim loại phần lớn phụ thuộc vào hình dạng của bộ phận được sản xuất (thân, trục, đĩa). Khả năng của một máy đa chức năng tạo ra các chuyển động của dụng cụ và phôi cần thiết trong quá trình gia công được xác định bởi số lượng trục tọa độ và do đó bởi số lượng truyền động điện được kết nối với nhau và cấu trúc của hệ thống điều khiển.
Hiện nay, các ổ đĩa chủ yếu được thực hiện trên cơ sở đáng tin cậy Động cơ AC với điều khiển tần sốđược thực hiện bởi các cơ quan quản lý kỹ thuật số.Các loại truyền động điện khác nhau được thực hiện bằng cách sử dụng các mô-đun công nghiệp điển hình (Hình 2).
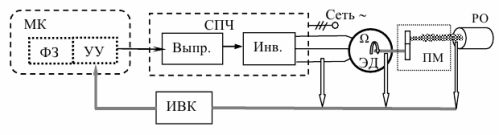
Cơm. 2. Sơ đồ chức năng điển hình của truyền động điện
Thành phần tối thiểu của khối truyền động điện bao gồm các khối chức năng sau:
-
động cơ điện điều hành (ED);
-
bộ chuyển đổi năng lượng tần số (HRC), chuyển đổi năng lượng điện của mạng công nghiệp thành điện áp cung cấp động cơ ba pha có biên độ và tần số yêu cầu;
-
một bộ vi điều khiển (MC) thực hiện các chức năng của bộ điều khiển (CU) và bộ tạo tác vụ (FZ).
Bộ phận công nghiệp của bộ biến tần nguồn chứa bộ chỉnh lưu và bộ biến đổi nguồn tạo ra điện áp hình sin với các tham số cần thiết được xác định bởi các tín hiệu của thiết bị điều khiển sử dụng điều khiển vi xử lý của công tắc PWM đầu ra.
Thuật toán điều khiển hoạt động của ổ điện được vi điều khiển thực hiện bằng cách tạo các lệnh thu được do so sánh tín hiệu của bộ tạo tác vụ và dữ liệu nhận được từ tổ hợp máy tính thông tin (IVC) dựa trên quá trình xử lý và phân tích của tín hiệu từ một bộ từ cảm biến.
Bộ truyền động của động cơ điện trong hầu hết các ứng dụng đều chứa một động cơ điện cảm ứng với cuộn dây rôto lồng sóc và hộp số làm bộ truyền chuyển động quay cơ học tới trục chính của máy. Hộp số thường được thiết kế là hộp số có lẫy chuyển số từ xa bằng cơ điện.Truyền động điện của chuyển động chính cung cấp lực cắt cần thiết ở một tốc độ quay nhất định, và do đó, mục đích của việc điều chỉnh tốc độ là duy trì công suất không đổi.
Phạm vi kiểm soát tốc độ quay cần thiết phụ thuộc vào đường kính của sản phẩm được xử lý, vật liệu của chúng và nhiều yếu tố khác. Trong các máy CNC tự động hiện đại, ổ đĩa chính thực hiện các chức năng phức tạp liên quan đến cắt ren, gia công các bộ phận có đường kính khác nhau, v.v. Điều này dẫn đến nhu cầu cung cấp phạm vi điều khiển tốc độ rất lớn cũng như sử dụng truyền động đảo chiều. Trong các máy đa chức năng, phạm vi tốc độ quay yêu cầu có thể là hàng nghìn hoặc hơn.
Phạm vi tốc độ rất lớn cũng được yêu cầu trong các máy cấp liệu. Vì vậy, trong phay biên dạng theo lý thuyết, bạn nên có dải tốc độ vô hạn, vì giá trị nhỏ nhất có xu hướng bằng 0 tại một số điểm. Thông thường, chuyển động nhanh của các cơ quan làm việc trong khu vực xử lý cũng được thực hiện bởi bộ cấp liệu, điều này làm tăng đáng kể phạm vi thay đổi tốc độ và làm phức tạp hệ thống điều khiển truyền động.
Trong các bộ cấp nguồn, động cơ đồng bộ và động cơ DC không tiếp xúc được sử dụng, cũng như trong một số trường hợp, động cơ không đồng bộ. Các yêu cầu cơ bản sau áp dụng cho chúng:
-
phạm vi điều chỉnh tốc độ rộng;
-
tốc độ tối đa cao;
-
khả năng quá tải cao;
-
hiệu suất cao trong quá trình tăng tốc và giảm tốc ở chế độ định vị;
-
độ chính xác định vị cao.
Tính ổn định của các đặc tính truyền động phải được đảm bảo dưới sự thay đổi tải, thay đổi nhiệt độ môi trường, điện áp nguồn và nhiều lý do khác. Điều này được tạo điều kiện bởi sự phát triển của một hệ thống điều khiển tự động thích ứng hợp lý.

Phần cơ truyền động của máy
Phần cơ khí của ổ đĩa có thể là một cấu trúc động học phức tạp chứa nhiều bộ phận quay với tốc độ khác nhau. Các yếu tố sau đây thường được phân biệt:
-
rôto của động cơ điện tạo ra mô men xoắn (quay hoặc hãm);
-
truyền động cơ khí, t, s. một hệ thống xác định bản chất của chuyển động (quay, tịnh tiến) và thay đổi tốc độ chuyển động (bộ giảm tốc);
-
một cơ thể làm việc chuyển đổi năng lượng của chuyển động thành công việc hữu ích
Truyền động không đồng bộ theo dõi chuyển động chính của máy cắt kim loại
Truyền động điện có thể điều chỉnh hiện đại của chuyển động chính của máy gia công kim loại CNC chủ yếu dựa trên động cơ không đồng bộ có rôto lồng sóc, được tạo điều kiện thuận lợi bởi nhiều yếu tố, trong đó cần lưu ý đến việc cải thiện cơ sở thông tin cơ bản và năng lượng điện.
Việc điều chỉnh các chế độ của động cơ dòng điện xoay chiều được thực hiện bằng cách thay đổi tần số của điện áp cung cấp bằng bộ chuyển đổi nguồn, cùng với điều chỉnh tần số, thay đổi các tham số khác.
Các đặc tính của truyền động điện theo dõi phần lớn phụ thuộc vào hiệu quả của ACS tích hợp.Việc sử dụng các bộ vi điều khiển hiệu suất cao đã mang lại nhiều cơ hội để tổ chức các hệ thống điều khiển truyền động điện.
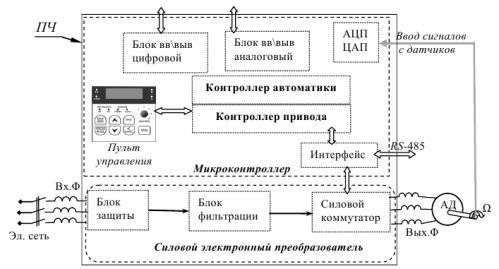
Cơm. 3. Cấu trúc điều khiển điển hình của động cơ không đồng bộ dùng biến tần
Bộ điều khiển truyền động tạo ra các chuỗi số cho công tắc nguồn điều chỉnh hoạt động của động cơ điện. Bộ điều khiển tự động hóa cung cấp các đặc tính cần thiết trong chế độ khởi động và dừng, cũng như tự động điều chỉnh và bảo vệ thiết bị.
Phần cứng của hệ thống máy tính cũng bao gồm: - bộ chuyển đổi tương tự-kỹ thuật số và kỹ thuật số-tương tự để nhập tín hiệu từ các cảm biến và điều khiển hoạt động của chúng;
-
mô-đun đầu vào và đầu ra cho tín hiệu tương tự và kỹ thuật số, được trang bị thiết bị giao diện và đầu nối cáp;
-
các khối giao diện thực hiện truyền dữ liệu liên mô-đun bên trong và giao tiếp với thiết bị bên ngoài.
Một số lượng lớn các cài đặt của bộ biến tần do nhà phát triển giới thiệu, có tính đến dữ liệu chi tiết của một động cơ điện cụ thể, cung cấp các quy trình điều khiển nhất định, trong đó có thể lưu ý:
-
điều chỉnh tốc độ đa cấp,
-
giới hạn tần số trên và dưới,
-
giới hạn mô-men xoắn,
-
phanh bằng cách cung cấp dòng điện trực tiếp cho một trong các pha của động cơ,
-
bảo vệ quá tải, nhưng trong trường hợp quá tải và quá nóng, cung cấp chế độ tiết kiệm năng lượng.
Truyền động dựa trên động cơ DC không tiếp xúc
Bộ truyền động máy công cụ có yêu cầu cao đối với phạm vi điều khiển tốc độ, tuyến tính của các đặc tính điều khiển và tốc độ, vì chúng xác định độ chính xác của vị trí tương đối của dụng cụ và bộ phận, cũng như tốc độ chuyển động của chúng.
Truyền động điện được thực hiện chủ yếu trên cơ sở động cơ DC, có các đặc tính điều khiển cần thiết, nhưng đồng thời, sự hiện diện của bộ thu chổi than cơ học có liên quan đến độ tin cậy thấp, bảo trì phức tạp và mức độ nhiễu điện từ cao.
Sự phát triển của công nghệ điện tử công suất và điện toán kỹ thuật số đã góp phần thay thế chúng trong các ổ điện bằng động cơ dòng điện một chiều không tiếp xúc, giúp cải thiện các đặc tính năng lượng và tăng độ tin cậy của máy công cụ. Tuy nhiên, động cơ không tiếp xúc tương đối đắt do sự phức tạp của hệ thống điều khiển.
Nhưng nguyên lý hoạt động của động cơ chổi than là máy điện một chiều có cuộn cảm điện từ trên rôto và các cuộn dây phần ứng trên stato. Số lượng cuộn dây stato và số cực của nam châm rôto được chọn tùy thuộc vào các đặc tính cần thiết của động cơ. Việc tăng chúng giúp cải thiện hành trình và khả năng xử lý, nhưng dẫn đến thiết kế động cơ phức tạp hơn.
Khi điều khiển máy cắt kim loại, chủ yếu sử dụng cấu trúc có ba cuộn dây phần ứng, được chế tạo dưới dạng một số phần được kết nối và hệ thống kích thích bằng nam châm vĩnh cửu với một số cặp cực (Hình 4).
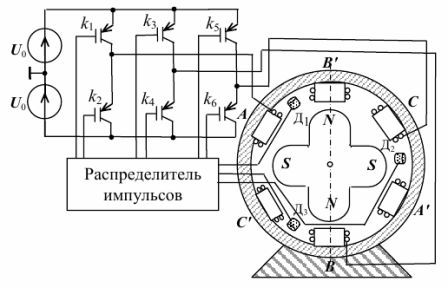
Cơm. 4. Sơ đồ chức năng của động cơ DC không tiếp điểm
Mô-men xoắn được hình thành do sự tương tác của các từ thông được tạo ra bởi dòng điện trong cuộn dây stato và nam châm vĩnh cửu của rôto. Hướng không đổi của mômen điện từ được đảm bảo bằng chuyển mạch phù hợp được cung cấp cho cuộn dây stato bằng dòng điện một chiều. Trình tự kết nối các cuộn dây stato với nguồn U được thực hiện bằng các công tắc bán dẫn công suất, được chuyển đổi dưới tác động của tín hiệu từ bộ phân phối xung khi cung cấp điện áp từ các cảm biến vị trí rôto.
Trong nhiệm vụ điều chỉnh các chế độ làm việc của truyền động điện của động cơ điện một chiều không tiếp điểm, người ta phân biệt các vấn đề có liên quan với nhau như sau:
-
phát triển các thuật toán, phương pháp và phương tiện điều khiển bộ chuyển đổi cơ điện bằng cách tác động đến các đại lượng vật lý có sẵn để đo lường;
-
xây dựng hệ thống điều khiển truyền động tự động bằng lý thuyết và phương pháp điều khiển tự động.
Truyền động điện-thủy lực dựa trên động cơ bước
Trong các máy công cụ hiện đại, truyền động điện-thủy lực chung (EGD) là bán phổ biến, trong đó các tín hiệu điện rời rạc đến từ hệ thống CNC điện tử được chuyển đổi bởi động cơ điện đồng bộ thành chuyển động quay của trục. Mô-men xoắn được tạo ra dưới tác động của các tín hiệu của bộ điều khiển truyền động (CP) của hệ thống CNC từ động cơ điện (EM) là giá trị đầu vào cho bộ khuếch đại thủy lực được kết nối thông qua hộp số cơ khí (MP) đến cơ quan điều hành (IO) của máy công cụ (Hình 5).

Cơm. 5. Sơ đồ chức năng của truyền động điện-thủy lực
Vòng quay được điều khiển của rôto động cơ điện bằng biến đổi đầu vào (VP) và van thủy lực (GR) gây ra chuyển động quay của trục động cơ thủy lực (GM). Để ổn định các thông số của bộ khuếch đại thủy lực, người ta thường sử dụng hồi tiếp bên trong.
Trong truyền động điện của các cơ cấu có tính chất khởi động-dừng chuyển động hoặc chuyển động liên tục, động cơ bước (SM) đã được ứng dụng, được phân loại là một loại động cơ điện đồng bộ. Động cơ bước kích thích xung phù hợp nhất cho điều khiển kỹ thuật số trực tiếp được sử dụng trong điều khiển CNC.
Chuyển động không liên tục (theo từng bước) của rôto ở một góc quay nhất định cho mỗi xung giúp có thể đạt được độ chính xác định vị đủ cao với phạm vi thay đổi tốc độ rất lớn từ gần như bằng không.
Khi bạn sử dụng động cơ bước trong ổ điện, nó được điều khiển bởi một thiết bị chứa bộ điều khiển logic và công tắc (Hình 6).

Cơm. 6. Thiết bị điều khiển động cơ bước
Dưới tác động của lệnh điều khiển lựa chọn kênh n, bộ điều khiển truyền động CNC tạo ra các tín hiệu kỹ thuật số để điều khiển công tắc bóng bán dẫn nguồn, theo trình tự cần thiết sẽ kết nối điện áp DC với cuộn dây stato. Để thu được các giá trị nhỏ của độ dịch chuyển góc trong một bước α = π / p, một nam châm vĩnh cửu có số lượng lớn cặp cực p được đặt trên rôto.