Lắp đặt trạm biến áp và thiết bị phân phối
Công nghệ lắp đặt thiết bị đóng cắt trong nhà (switchgear)
KRU chỉ được lắp đặt tại các cơ sở đã hoàn thành tất cả các công việc xây dựng.
Cấu trúc cài đặt cho các thiết bị phân phối được làm bằng các góc hoặc kênh được cài đặt theo chiều ngang, điều chỉnh theo cấp độ. Cho phép độ không đồng đều 1 mm trên 1 m chiều dài và 5 mm dọc theo toàn bộ chiều dài. Dựa theo PUE các cấu trúc này được kết nối với vòng nối đất bằng một dải thép 40 x 4 mm ở ít nhất hai vị trí.
Khi lắp đặt tủ thiết bị đóng cắt trong phòng, chiều rộng của lối đi đối với lắp đặt một hàng phải bằng chiều dài của xe đẩy mở rộng cộng với 0,8 m, đối với lắp đặt hai hàng - chiều dài của một xe đẩy cộng với 1 m. khoảng cách từ tủ đến các bức tường bên là nhiều nhất - một chút 0,1 m.
Việc lắp đặt buồng KSO và tủ thiết bị đóng cắt bắt đầu với buồng cuối cùng. Tính đúng đắn của việc cài đặt camera theo chiều ngang và chiều dọc chỉ được kiểm tra sau khi camera tiếp theo được cài đặt.Khi kết thúc quá trình cài đặt, các camera được vặn vào, bắt đầu với camera bên ngoài. Siết chặt các bu lông dưới trước, sau đó đến các bu lông trên.
 Sử dụng một sợi dây, kiểm tra độ thẳng của phần trên của các buồng và, nếu cần, điều chỉnh vị trí của chúng bằng các miếng chêm thép. Di chuyển trong giỏ hàng, kiểm tra việc lắp đặt chính xác các tủ phân phối. Các bộ phận di động của xe đẩy và các bộ phận cố định của tủ phải khớp với nhau và vị trí của xe đẩy phải được cố định chắc chắn. Đặc biệt kiểm tra cẩn thận hoạt động của rèm cửa, phải hạ xuống và nâng lên mà không bị biến dạng và kẹt, cũng như hoạt động của khóa cơ học.
Sử dụng một sợi dây, kiểm tra độ thẳng của phần trên của các buồng và, nếu cần, điều chỉnh vị trí của chúng bằng các miếng chêm thép. Di chuyển trong giỏ hàng, kiểm tra việc lắp đặt chính xác các tủ phân phối. Các bộ phận di động của xe đẩy và các bộ phận cố định của tủ phải khớp với nhau và vị trí của xe đẩy phải được cố định chắc chắn. Đặc biệt kiểm tra cẩn thận hoạt động của rèm cửa, phải hạ xuống và nâng lên mà không bị biến dạng và kẹt, cũng như hoạt động của khóa cơ học.
Các tủ thử nghiệm dành cho thiết bị đóng cắt và buồng KSO cuối cùng được cố định bằng cách hàn điện vào cấu trúc lắp đặt ở bốn góc. Mà cũng cung cấp nối đất đáng tin cậy tủ và máy ảnh. Sau đó, họ thực hiện cài đặt lốp xequan sát màu sắc của các pha. Để làm điều này, các tấm bên ngoài phải được tháo ra khỏi ngăn ray của tủ. Các thanh nhánh được kết nối với bu lông thu.
 Các thiết bị và dụng cụ tháo ra trong quá trình vận chuyển được lắp sau khi lắp lốp và nối chúng với mạch sơ cấp và thứ cấp theo sơ đồ.
Các thiết bị và dụng cụ tháo ra trong quá trình vận chuyển được lắp sau khi lắp lốp và nối chúng với mạch sơ cấp và thứ cấp theo sơ đồ.
Bề mặt của các thanh cái tại các điểm tiếp xúc được rửa sạch và bôi trơn bằng mỡ bôi trơn. Những bề mặt này không nên được làm sạch bằng giũa hoặc giấy nhám, vì tại nhà máy, những nơi này được phủ một hợp kim thiếc và kẽm đặc biệt để chống ăn mòn. Sau khi lắp đặt các thanh cái của toàn bộ phần, siết chặt các bu lông của tất cả các kết nối tiếp xúc. Kiểm tra hoạt động của công tắc, dao cách ly, tiếp điểm phụ và khóa liên động.
Các dao của bộ ngắt kết nối trong các buồng KSO khi được bật phải đi vào các tiếp điểm cố định một cách trơn tru, không bị biến dạng ở độ sâu 30 mm và không chạm tới giới hạn 3 - 5 mm. Bộ truyền động ngắt kết nối phải được khóa tự động ở các vị trí cuối bằng khóa.
Các công tắc VMP-10, sau khi được gắn trên các cấu trúc hỗ trợ, được đặt theo chiều dọc và dọc theo các trục của máy ảnh, tránh bị biến dạng.
Bộ truyền động công tắc thường được cung cấp cho người lắp đặt ở tình trạng đã lắp ráp và điều chỉnh. Việc điều chỉnh ổ đĩa cùng với công tắc được thực hiện theo hướng dẫn của nhà máy.
Sau khi kết nối đầu ra và cáp cung cấp và dây dẫn của mạch chuyển mạch thứ cấp, tất cả các cấu trúc kim loại của thiết bị đóng cắt (KSO) được kết nối với mạng nối đất. Việc nối đất được thực hiện bằng cách hàn các khung của camera ở hai vị trí với đường dây nối đất.

Thiết bị đóng cắt ngoài trời hoàn chỉnh (KRUN) được sử dụng cho thiết bị đóng cắt trạm biến áp hệ thống điện, cũng như một phần của trạm biến áp trọn gói 35 / 6-10 kV. Chúng bao gồm các tủ riêng biệt.
Tủ có thiết bị tích hợp và hành lang điều khiển. Bức tường phía sau của tủ và các bức tường bên đều là bức tường của căn phòng. Mặt trước các tủ được thiết kế tương tự như mặt trước các tủ phân phối nội bộ.

Công nghệ lắp ráp KRUN
Tất cả công việc nền tảng cho KRUN phải được hoàn thành trước khi bắt đầu cài đặt. Nền tảng được kiểm tra để tuân thủ các bản vẽ dự án.Cần chú ý đặc biệt đến việc thực hiện chính xác các đế kênh tích hợp cho tủ KRUN và độ tin cậy của việc gắn chúng vào giá đỡ móng.
Nền móng tích hợp cho KRUN được làm bằng các rãnh thẳng số 12. Bề mặt ổ trục được làm bằng một mặt phẳng, được nối với vòng nối đất ở ít nhất hai vị trí bằng thép dải có tiết diện 40 x 4 mm.
 Tủ KRUN được vận chuyển đóng gói đến tận nơi lắp đặt. Trước khi lắp đặt các tủ KRUN, chúng được tháo ra khỏi các pallet của thùng chứa, các xe đẩy được lăn ra khỏi thân KRUN và các thân được lắp đặt theo cách sắp xếp của chúng trong thiết bị đóng cắt.
Tủ KRUN được vận chuyển đóng gói đến tận nơi lắp đặt. Trước khi lắp đặt các tủ KRUN, chúng được tháo ra khỏi các pallet của thùng chứa, các xe đẩy được lăn ra khỏi thân KRUN và các thân được lắp đặt theo cách sắp xếp của chúng trong thiết bị đóng cắt.
Cài đặt KRUN bắt đầu từ tủ bên ngoài. Chỉ sau khi kiểm tra tính chính xác của việc lắp đặt tủ đã cài đặt, hãy tiến hành cài đặt tủ tiếp theo. Kết nối các vỏ của tủ KRUN trên các bức tường bên của chúng để bịt kín, chèn một ống cao su đã được bôi trơn trước bằng keo. Mái hành lang điều khiển được lắp đặt và kết nối với các bức tường cuối, phía trước và phía sau của thiết bị đóng cắt. Cặp tiếp theo của các yếu tố tường và mái phía trước được lắp ráp theo cách tương tự.
Tiếp theo, các phần tử sau được lắp đặt trên tường phía trước và mái của thiết bị đóng cắt. Ở phía bên của bức tường cuối thứ hai vẫn chưa hoàn thành của thiết bị đóng cắt, các thanh cái được đặt, chúng được cố định trên các giá đỡ thanh cái mà các gai được kết nối. Sau đó lắp đặt bộ bù thanh cái, vách ngăn ngăn, TSN, gắn thanh cái vào nó, cố định các bức tường phía sau của tủ thiết bị đóng cắt, lắp ráp và cố định bức tường đầu thứ hai.
Vỏ của tủ KRUN không được có rung động và biến dạng.Khi lăn xe đẩy vào tủ, xe đẩy không được biến dạng ở bất kỳ vị trí nào trong cơ thể, tức là. khi di chuyển xe đẩy, các bánh xe của nó phải nằm trên các thanh dẫn.
Các giá đỡ được cố định trên nóc tủ để lắp đặt cửa thoát khí hoặc cửa hút gió. Chúng được phân phối rời rạc cùng với tủ KRUN. Sau đó, bus đầu vào, đầu ra được lắp đặt, truyền thông được thực hiện từ tủ đầu vào đến tủ TSN. Trong hành lang điều khiển, các tủ bản lề của mạch thứ cấp, nguồn điện để chuyển đổi solenoids và nguồn cung cấp dòng điện vận hành, cũng như công tắc đèn được lắp đặt. Lắp đặt chiếu sáng.
Dây nguồn được lắp đặt thông qua cửa sau ở phía sau tủ. Vì đáy của tủ KRUN là kim loại nên số lượng lỗ cần thiết để luồn dây cáp được khoét trong đó. Sau khi đặt cáp nguồn, lỗ này được bịt kín để bảo vệ khỏi hơi ẩm, tuyết, bụi. Việc lắp đặt các mạch thứ cấp giữa các tủ KRUN được rút gọn thành kết nối của các đầu nối phích cắm. Sau đó, các bus vận hành và bus nguồn được kết nối, dây của cáp điều khiển của các kết nối bên ngoài được kết nối.

Trạm biến áp trong nhà
Việc lắp đặt hoàn chỉnh trong nhà các trạm biến áp (KTP) bao gồm máy biến áp hạ áp ba pha, điện áp cao nhất là 6 hoặc 10 kV và điện áp thấp nhất là 0,4 kV và các tủ thiết bị đóng cắt. Tủ phân phối được sản xuất dưới dạng cắt, tuyến tính và đi bộ. Chúng bao gồm các bộ phận xe buýt và chuyển mạch được phân tách bằng các phân vùng.
Tủ thiết bị đóng cắt (RU) có điện áp lên đến 1 kV chứa thiết bị chuyển mạch và bảo vệ: bộ ngắt mạch đa năng có thể rút ra, thiết bị rơle ATS, thiết bị đo lường, cũng như máy biến dòng đo lường.
Mạch điều khiển, bảo vệ và tín hiệu cho thiết bị KTP thực hiện công việc AC. Các trạm biến áp có một hoặc hai máy biến áp có công suất 250, 400, 630, 1000, 1600 và 2500 kVA, được cung cấp đầy dầu máy biến áp bằng chăn nitơ hoặc bằng bộ bảo quản dầu, cũng như được làm khô bằng cách điện bằng sợi thủy tinh. KTP có chứa dầu máy biến áp chỉ được sử dụng khi có hố thu gom dầu phía dưới và khoảng cách giữa hai KTP ít nhất là 10 m.
Các trạm biến áp hoàn chỉnh đều được trang bị tủ báo động để cảnh báo. Tùy thuộc vào đơn đặt hàng, các tủ phân phối được trang bị các sơ đồ khác nhau.
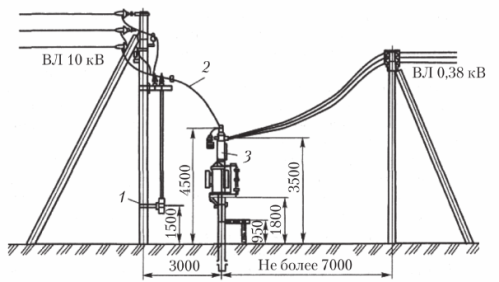
Vị trí và kết nối KTP với đường dây trên không có điện áp 10 và 0,38 kV: 1 — truyền động của bộ ngắt kết nối; 2 — dây cho điện áp 10 kV; 3 — KTP
Lắp đặt toàn bộ trạm biến áp
Khi bắt đầu lắp ráp một trạm biến áp hoàn chỉnh để lắp đặt trong nhà, các trục của trạm biến áp được kiểm tra, đánh dấu cơ sở cho các kênh hỗ trợ của thiết bị đóng cắt và thanh trượt máy biến áp, cũng như các kích thước cần thiết của phần xây dựng, được kiểm tra.
 Các khối thiết bị đóng cắt được nâng lên bằng cáp treo hàng tồn kho được gắn vào giá đỡ. Nếu không có giá đỡ, thì các khối thiết bị đóng cắt được gắn trên đế bằng các con lăn làm bằng các đoạn ống kim loại.Nếu các khối thiết bị đóng cắt không có các kênh hỗ trợ, thì số lượng con lăn sẽ tăng lên ít nhất bốn con lăn trên mỗi khối.
Các khối thiết bị đóng cắt được nâng lên bằng cáp treo hàng tồn kho được gắn vào giá đỡ. Nếu không có giá đỡ, thì các khối thiết bị đóng cắt được gắn trên đế bằng các con lăn làm bằng các đoạn ống kim loại.Nếu các khối thiết bị đóng cắt không có các kênh hỗ trợ, thì số lượng con lăn sẽ tăng lên ít nhất bốn con lăn trên mỗi khối.
Thiết bị đóng cắt nhiều đơn vị được cài đặt theo từng giai đoạn. Các khối được cài đặt từng cái một, sau khi loại bỏ các phích cắm đặc biệt che các đầu nhô ra của lốp xe. Các kênh lắp của tủ được kết nối bằng cách hàn bằng cách sử dụng các thanh nhảy thép dải có tiết diện 40 x 4 mm. sau khi các khối được lắp đặt, các thanh nối đất được hàn vào các kênh hỗ trợ.
 Các thiết bị đóng cắt được kết nối với máy biến áp bằng một dây nhảy linh hoạt và được đặt trong một hộp kim loại tấm được cung cấp cùng với trạm biến áp hoàn chỉnh. Khi kết nối các đầu nối của máy biến áp, hãy lưu ý rằng lực uốn quá mức khi siết đai ốc có thể gây rò rỉ dầu. Các đường ray được bắt vít với nhau. Hộp được bắt vít vào máy biến áp và tủ đầu vào.
Các thiết bị đóng cắt được kết nối với máy biến áp bằng một dây nhảy linh hoạt và được đặt trong một hộp kim loại tấm được cung cấp cùng với trạm biến áp hoàn chỉnh. Khi kết nối các đầu nối của máy biến áp, hãy lưu ý rằng lực uốn quá mức khi siết đai ốc có thể gây rò rỉ dầu. Các đường ray được bắt vít với nhau. Hộp được bắt vít vào máy biến áp và tủ đầu vào.
Khi kết thúc quá trình cài đặt các đơn vị KTP, họ kiểm tra khả năng bảo trì của hệ thống dây điện của thiết bị, độ tin cậy của việc cố định các kết nối bắt vít, đặc biệt là tiếp xúc và nối đất, hoạt động của khối cơ học, tình trạng của chất cách điện. Các cáp điện áp cao và thấp sau đó được kết nối. Để nối đất, các kênh KTP được hàn vào vòng nối đất ở hai vị trí.