Kết nối tiếp xúc bắt vít
 Kết nối giữa các dây hình chữ nhật được thực hiện với sự trợ giúp của bu lông, đinh tán hoặc kẹp. Số lượng bu lông được xác định bởi kích thước của lốp xe. Sẽ tốt hơn nếu đảm bảo lực nén của các bề mặt tiếp xúc bằng cách sử dụng nhiều bu lông có tiết diện nhỏ hơn so với một bu lông có tiết diện lớn hơn, vì trong trường hợp đầu tiên, số lượng điểm tiếp xúc nhiều hơn. Do đó, điện trở tiếp giáp của kết nối giảm và thu được sự phân bố dòng điện đồng đều hơn trên vùng tiếp xúc. Dây tiếp xúc phẳng và chốt của các thiết bị điện được sản xuất theo GOST 21242-75.
Kết nối giữa các dây hình chữ nhật được thực hiện với sự trợ giúp của bu lông, đinh tán hoặc kẹp. Số lượng bu lông được xác định bởi kích thước của lốp xe. Sẽ tốt hơn nếu đảm bảo lực nén của các bề mặt tiếp xúc bằng cách sử dụng nhiều bu lông có tiết diện nhỏ hơn so với một bu lông có tiết diện lớn hơn, vì trong trường hợp đầu tiên, số lượng điểm tiếp xúc nhiều hơn. Do đó, điện trở tiếp giáp của kết nối giảm và thu được sự phân bố dòng điện đồng đều hơn trên vùng tiếp xúc. Dây tiếp xúc phẳng và chốt của các thiết bị điện được sản xuất theo GOST 21242-75.
kết nối một số xe buýt song song các pha giữa nhau được thực hiện bằng cách đặt chúng liên kết chứ không phải theo cặp, vì trong trường hợp thứ hai, bề mặt tiếp xúc nhỏ hơn nhiều và điện trở thoáng qua lớn.
Khi có dòng điện chạy qua, các phần của mối nối tiếp điểm nóng lên và giãn nở do nóng lên. Sự gia nhiệt và giãn nở đặc biệt đáng kể xảy ra trong thời gian ngắn mạch. Sự giãn nở không giống nhau trong toàn bộ liên kết tiếp xúc vì các bộ phận của nó có các hệ số giãn nở tuyến tính khác nhau.
Bu lông thanh cái bằng đồng và nhôm hoạt động trong điều kiện không thuận lợi, do hệ số giãn nở tuyến tính của bu lông thép thấp hơn so với thanh cái bằng đồng hoặc nhôm: ngoài ra, trong trường hợp ngắn mạch, bu lông luôn nóng lên ít hơn đáng kể so với lốp.
Ở chế độ ngắn mạch, các lực bổ sung tác động lên các bu lông, kết hợp với lực siết chặt của bu lông, có thể dẫn đến biến dạng vĩnh viễn và làm suy yếu kết nối tiếp xúc khi nhiệt độ giảm. Vỏ lốp càng dày thì ứng suất cơ học trong bu lông kẹp càng lớn. Những ứng suất này có thể được giảm bớt bằng cách sử dụng lò xo Belville.
Lò xo đĩa cho mục đích điện được sản xuất theo GOST 17279-71 gồm hai loại:
— Ш — lò xo để duy trì áp suất tiếp xúc trong các khớp lốp,
— K — lò xo để duy trì áp suất tiếp xúc trong các mối nối của vấu cáp với các đầu nối của thiết bị điện, có mặt phẳng tiếp xúc giảm so với lốp xe
Các thông số chính của lò xo được thể hiện trong hình.
Cơm. 1. Mùa xuân Belleville.
Nó được phép thực hiện các kết nối mà không cần sử dụng lò xo Belleville, nhưng với một vòng đệm dày được lắp ở mặt nhôm dưới đầu bu lông hoặc dưới đai ốc. Kích thước của vòng đệm bình thường (GOST 11371-78) và mở rộng (GOST 6958-78) được đưa ra trong các bảng tham chiếu.
Chiều dài của phần chồng chéo (chồng chéo) của các phần tử được kết nối trong kết nối tiếp xúc với một hoặc bốn bu lông hiếm khi vượt quá chiều rộng của thanh cái và với hai bu lông, nó có chiều rộng từ 1,5 đến 2 lần chiều rộng của thanh cái.
Việc giảm điện trở tiếp xúc của khớp tiếp xúc đạt được bằng cách tăng áp suất và giảm độ cứng.
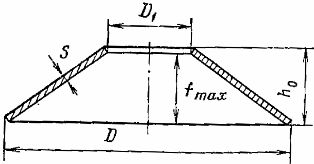
Quả sung. 2. Liên kết nối lốp với mặt cắt dọc.
Để giảm độ cứng của phần tiếp xúc của lốp xe, hãy rạch dọc với chiều rộng 3-4 mm, chiều dài 50 mm (Hình 2).
Các bu lông trong mối nối được lựa chọn dựa trên áp suất cụ thể cần thiết giữa các bề mặt tiếp xúc của mật độ dòng điện biểu kiến và lực kéo cho phép đối với các bu lông. Áp suất cụ thể được khuyến nghị trong các mối nối tiếp xúc, MPa, tùy thuộc vào vật liệu của mối nối tiếp xúc, được đưa ra dưới đây.
Đồng đóng hộp — 0,5 — 10,0
Đồng, đồng thau, đồng thau, không bảo quản — 0,6 — 12,0
Nhôm — 25,0
Thép hộp — 10,0 — 15,0
Thép trần — 60,0
Chiều dài của bu lông được chọn sao cho còn lại ít nhất hai sợi chỉ tự do sau khi lắp ráp và siết chặt các kết nối.
Các bu lông của các kết nối tiếp xúc được siết chặt bằng cờ lê, đảm bảo các giá trị mô-men xoắn được đưa ra trong các bảng tham chiếu.
Bu lông lò xo Belleville được siết chặt theo hai bước. Đầu tiên, bu lông được siết chặt cho đến khi lò xo Belleville được nén hoàn toàn, sau đó nới lỏng kết nối bằng cách xoay cờ lê theo hướng ngược lại 1/4 vòng đối với bu lông MB và M12 và 1/6 vòng đối với các bu lông khác.
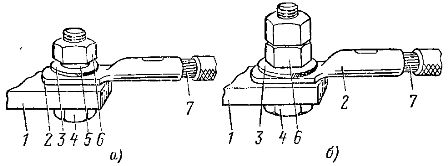
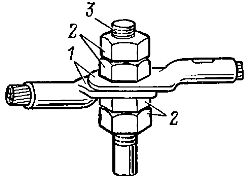
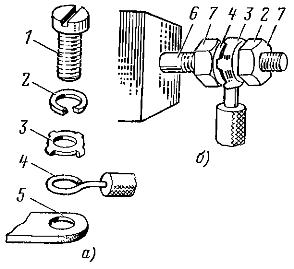
Cơm. 3. Kết nối dây đồng với đầu nối phẳng bằng đồng hoặc hợp kim nhôm: a — dành cho bu-lông lên đến M8, b — dành cho mọi kích cỡ bu-lông, 1 — đầu cuối, 2 — đầu mút, 3 — vòng đệm, 4 — bu-lông, 5 — lò xo máy giặt , 6 — đai ốc, 7 — lõi.
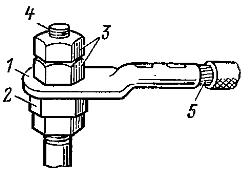
Sự kết nối của dây phẳng với các thiết bị đầu cuối bằng đồng hoặc hợp kim nhôm phẳng (Hình.3) được thực hiện với sự trợ giúp của bu lông thép (GOST 7798-70), đai ốc (GOST 5915-70) và vòng đệm (GOST 11371-78) và các đầu nối làm bằng nhôm - sử dụng phương tiện để ổn định áp suất tiếp xúc: lò xo từ Belville hoặc ốc vít làm bằng đồng hoặc hợp kim nhôm với hệ số giãn nở tuyến tính (18-21) x 10-6 ° C-1 (Hình 4).
Khi lắp ráp liên kết lò xo Belleville, một vòng đệm mở rộng được đặt ở bên cạnh ổ cắm bằng nhôm và một vòng đệm bình thường được đặt ở bên cạnh vấu đồng trên đầu. Các thùng chứa không được sử dụng ở Belleville springs.
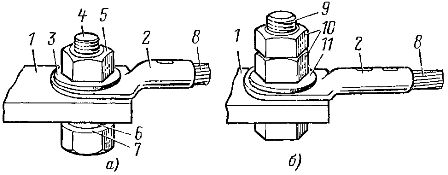
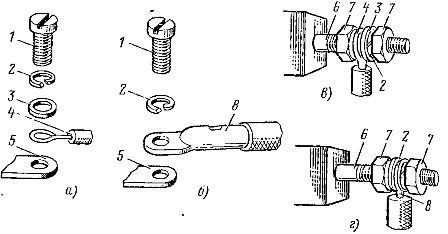
Cơm. 4. Kết nối dây đồng với ổ cắm bằng nhôm phẳng: a — sử dụng lò xo Belleville, b — sử dụng ốc vít không chứa sắt, 1 — đầu cuối, 2 — đầu đồng, 3 — vòng đệm lò xo, 4 — chốt thép, 5 — đai ốc thép , 6 — vòng đệm thép mở rộng, 7 — lò xo đĩa, 8 — dây đồng, 9 — chốt kim loại màu, 10 — đai ốc kim loại màu, 11 — vòng đệm kim loại màu.
Nếu không có lò xo đĩa hoặc bu lông và đai ốc không chứa sắt có kích thước yêu cầu, thì có thể thực hiện kết nối bằng máy giặt mở rộng, với điều kiện là điện trở của mối nối và nhiệt độ gia nhiệt của kết nối nằm trong giới hạn quy định.
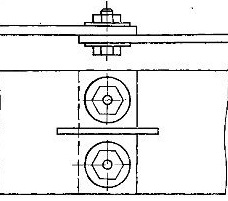
Cơm. 5. Gắn hai vấu vào thiết bị đầu cuối phẳng.
Trong trường hợp các kết nối tiếp xúc được vận hành trong phòng có độ ẩm tương đối trên 80% và nhiệt độ ít nhất là 20 ° C hoặc trong môi trường hoạt động hóa học, nó được thực hiện bằng cách sử dụng các tấm nhôm-đồng chuyển tiếp. Kết nối trực tiếp dây đồng với đầu nối bằng nhôm có thể được thực hiện khi đầu nối bằng nhôm có lớp phủ kim loại bảo vệ.
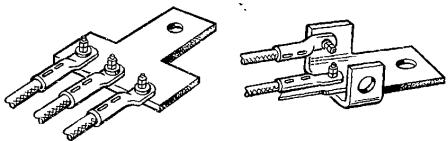
Cơm. 6. Bộ điều hợp để kết nối nhiều hơn hai tai với thiết bị đầu cuối.
Khi thực hiện kết nối với đầu nối phẳng của hai ruột dẫn của cáp, nên đặt các vấu ở cả hai bên của đầu nối phẳng (Hình 5) để đảm bảo điện trở tiếp xúc thấp nhất và duy trì dòng điện phân bổ đều hơn . Nếu bạn cần kết nối nhiều hơn hai tai với một đầu cuối hoặc lỗ đầu cuối không khớp với lỗ đầu cuối, hãy sử dụng các miếng chuyển tiếp. Các đầu được kết nối đối xứng với bộ phận tiếp hợp (Hình 6).
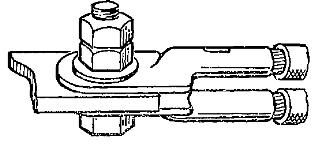
Kết nối dây đồng phẳng và vấu với chân chân thiết bị được thực hiện bằng cách sử dụng đai ốc tiêu chuẩn bằng đồng và hợp kim của nó. Các kết nối ở dòng điện định mức lên đến 30 A được thực hiện bằng cách sử dụng đai ốc thép phủ thiếc, niken hoặc cadmium.
Cơm. 7. Gắn đầu vào đầu chân: 1 — đầu, 2 — đai ốc bằng đồng mở rộng, 3 — đai ốc bằng thép, 4 — đầu chân, 5 — dây.
Cơm. 8. Kết nối hai vấu với đầu chân cắm: 1 — vấu, 2 — đai ốc, 3 — đầu chân cắm.
Dây dẫn phẳng bằng nhôm cho dòng điện lên đến 250 A được kết nối theo cách tương tự như đồng và đối với dòng điện từ 250 đến 400 A, đai ốc kéo mở rộng được sử dụng để kết nối (Hình 7).
Việc kết nối hai vấu với đầu chân cắm (Hình 8) phải được thực hiện đối xứng và các bộ phận của bộ điều hợp được sử dụng khi kết nối nhiều hơn hai vấu.
Đối với dòng điện trên 400 A phải dùng vấu đồng-nhôm hoặc phải gia cố (lót) các đầu thanh cái.
Việc kết nối các dây tròn với các đầu nối phẳng và chốt được thực hiện sau khi tạo thành chúng ở dạng vòng với sự trợ giúp của vòng đệm hình ngôi sao.Khi siết chặt vít hoặc đai ốc, răng của vòng đệm sao không được chạm vào bề mặt ổ cắm hoặc đai ốc chặn để vòng lõi được ép chặt vào kẹp.
Vòng dây được đặt dưới đầu bu lông hoặc đai ốc để nó không bị đẩy ra khỏi bên dưới chúng khi siết chặt bu lông hoặc đai ốc (Hình 9). Trong trường hợp dây dẫn nhôm một dây được kết thúc bằng đầu vòng (piston), máy giặt hình sao không được sử dụng.
Cơm. 9. Kết nối dây nhôm có tiết diện lên đến 10 mm2 với các dây dẫn: a — phẳng, b — chốt, 1 — vít, 2 — vòng đệm lò xo, 3 — vòng đệm sao, 4 — lõi uốn thành vòng, 5 — kẹp phẳng, 6 — chân cắm, 7 — đai ốc.
Cơm. 10. Kết nối dây đồng có tiết diện lên đến 10 mm2 với các dây: a, b — phẳng, c, d — chốt, 1 — vít, 2 — vòng đệm lò xo, 3 — vòng đệm, 4 — dây một dây uốn cong vào một chiếc nhẫn, 5 — kẹp phẳng, 6 — kẹp ghim, 7 — đai ốc, 8 — đầu dây có đầu phẳng hoặc đầu tròn.
Dây đồng có tiết diện lên đến 10 mm2 được kết nối với các đầu nối phẳng và chốt bằng vít, vòng đệm, vòng đệm khóa và đai ốc (Hình 10). Khi kết nối dây hoàn thành với một đầu (pít-tông), máy giặt không được sử dụng.
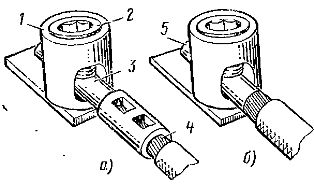
Cơm. 11. Nối dây bện nhôm với kẹp hình trụ: a — sử dụng đầu ghim, b — sau khi nối đầu sợi chỉ thành một khối nguyên khối bằng cách bổ sung các chất phụ gia hợp kim, 1 — thân máy, 2 — vít kẹp, 3 — đầu chốt, 4 — dây dẫn nhiều sợi, 5 — phần cuối của lõi, được hợp nhất thành một khối nguyên khối.
Với các đầu nối vít để kết nối phích cắm, dây bện bằng nhôm hoặc đồng có thể được nối sau khi bẻ bằng ghim hoặc sau khi nung chảy đầu dây thành một khối nguyên khối bằng cách bổ sung các chất phụ gia hợp kim.