Phát hiện các khuyết tật trong các kết nối tiếp xúc của thiết bị đóng cắt và đường dây trên không
Như bạn đã biết, tùy thuộc vào thiết kế, mục đích, phương pháp kết nối vật liệu, lĩnh vực ứng dụng và các yếu tố khác, có các mối nối tiếp xúc với bu lông, hàn, hàn và uốn (ép và xoắn). Dây đệm từ xa cũng có thể đề cập đến các kết nối tiếp xúc.
Các khuyết tật của mối hàn tiếp xúc
Trong quá trình làm việc tại các mối nối tiếp xúc do hàn, các nguyên nhân gây ra khuyết tật có thể là: sai lệch so với các thông số quy định, vết cắt, bong bóng, hang động, thiếu thâm nhập, chảy xệ, vết nứt, xỉ và khí (sâu răng), miệng núi lửa không được che kín, đốt cháy dây lõi, độ phân kỳ của dây được kết nối, lựa chọn sai thiết bị đầu cuối, thiếu lớp phủ bảo vệ trên các kết nối, v.v.
Công nghệ hàn nhiệt không đảm bảo hoạt động đáng tin cậy của các đầu nối hàn cho dây có tiết diện lớn (240 mm2 trở lên).Điều này là do thực tế là do không đủ nhiệt trong quá trình hàn các dây được nối và sự hội tụ không đồng đều của các đầu của chúng, các lớp bên ngoài bị đốt cháy, thiếu sự thâm nhập, khoảng trống co lại và xỉ xuất hiện tại vị trí hàn . Do đó, độ bền cơ học của mối hàn giảm, khi tải trọng cơ học thấp hơn tính toán, dẫn đến đứt (cháy) dây trong vòng neo.


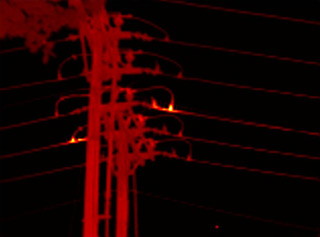
Lỗi hàn trong các vòng hỗ trợ neo đã dẫn đến việc tắt khẩn cấp các đường dây trên không có thời gian sử dụng ngắn. Nếu các dây riêng lẻ bị đứt trong mối hàn, điều này dẫn đến sự gia tăng điện trở tiếp xúc và nhiệt độ của nó. Tốc độ phát triển của các khuyết tật trong trường hợp này sẽ phụ thuộc đáng kể vào một số yếu tố: giá trị của dòng tải, điện áp dây, tác động của gió và rung, v.v. Dựa trên các thí nghiệm đã tiến hành, người ta thấy rằng:
-
việc giảm 20 - 25% tiết diện hoạt động của dây dẫn do đứt từng dây dẫn có thể không được phát hiện trong quá trình điều khiển IR từ máy bay trực thăng, điều này có liên quan đến độ phát xạ thấp của dây dẫn, khoảng cách của chất cách nhiệt từ đường đua ở độ cao 50 - 80 m, ảnh hưởng của gió, bức xạ mặt trời và các yếu tố khác;
-
khi loại bỏ các mối nối tiếp xúc bị lỗi do hàn, sử dụng thiết bị chụp ảnh nhiệt hoặc nhiệt kế, cần lưu ý rằng tốc độ phát triển các khuyết tật ở các mối nối này cao hơn nhiều so với các mối nối tiếp xúc bắt vít bằng lực ép;
-
khuyết tật của các mối nối tiếp xúc được tạo ra bằng cách hàn ở nhiệt độ vượt quá khoảng 5 ° C, được phát hiện bởi camera chụp ảnh nhiệt trong quá trình kiểm tra bằng trực thăng đường dây trên không, nên được phân loại là nguy hiểm;
-
ống bọc thép không được tháo ra khỏi phần hàn của dây có thể gây ấn tượng sai về có thể sưởi ấm, do độ phát xạ cao của bề mặt được nung nóng.

Khiếm khuyết của các kết nối tiếp điểm ép
Trong các kết nối tiếp xúc được thực hiện bằng cách uốn, có sự lựa chọn vấu hoặc ống bọc không đúng cách, lõi được đưa vào vấu không đầy đủ, lực ép không đủ, dịch chuyển lõi thép trong đầu nối dây, v.v. Như bạn đã biết, một trong những cách để quản lý các đầu nối bị uốn là để đo điện trở DC của chúng.
 Tiêu chí cho kết nối tiếp xúc tối thiểu là điện trở của phần tương đương của toàn bộ dây dẫn. Đầu nối đúc được coi là thuận lợi nếu điện trở của nó không quá 1,2 lần chiều dài tương đương của toàn bộ dây.
Tiêu chí cho kết nối tiếp xúc tối thiểu là điện trở của phần tương đương của toàn bộ dây dẫn. Đầu nối đúc được coi là thuận lợi nếu điện trở của nó không quá 1,2 lần chiều dài tương đương của toàn bộ dây.
Khi nhấn ly hợp, lực cản của nó giảm mạnh, nhưng khi lực ép tăng lên thì lực cản này ổn định và thay đổi không đáng kể. Điện trở của đầu nối rất nhạy cảm với tình trạng bề mặt tiếp xúc của dây được uốn. Sự xuất hiện của oxit nhôm trên bề mặt tiếp xúc dẫn đến điện trở tiếp xúc của đầu nối tăng mạnh và tăng sinh nhiệt.
Những thay đổi không đáng kể về điện trở tiếp xúc của khớp tiếp xúc trong quá trình ép, cũng như sự giải phóng nhiệt thấp liên quan trong đó, cho thấy hiệu quả không đủ trong việc phát hiện các khuyết tật trong chúng ngay sau khi lắp ráp với sự trợ giúp của các thiết bị hồng ngoại.
Trong quá trình vận hành các khớp tiếp xúc ép, sự hiện diện của các khuyết tật trong chúng sẽ góp phần hình thành màng oxit mạnh hơn với sự gia tăng điện trở nhất thời và xảy ra hiện tượng quá nhiệt cục bộ. Do đó, có thể giả định rằng điều khiển hồng ngoại của các đầu nối tiếp xúc bị uốn mới không cho phép phát hiện các khuyết tật về nếp gấp và nên được thực hiện đối với các đầu nối đã hoạt động trong một thời gian nhất định (1 năm trở lên).
Các đặc điểm chính của các đầu nối đúc là mức độ uốn và độ bền cơ học. Khi độ bền cơ học của đầu nối tăng lên, điện trở tiếp xúc của nó giảm xuống. Độ bền cơ học tối đa của đầu nối tương ứng với điện trở tối thiểu của tiếp điểm.
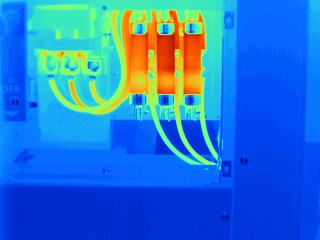
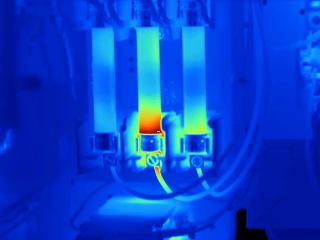
Khiếm khuyết của các kết nối tiếp xúc bắt vít
Các đầu nối tiếp xúc được làm bằng bu lông thường có khuyết tật do thiếu vòng đệm khi nối dây đồng với đầu phẳng làm bằng đồng hoặc hợp kim nhôm, thiếu lò xo Belleville do kết nối trực tiếp đầu nhôm với đầu đồng của thiết bị trong nhà có môi trường xâm thực hoặc ẩm ướt, do mô-men xoắn siết bu-lông không đủ, v.v.
Các mối nối tiếp xúc bắt vít của thanh cái nhôm cho dòng điện cao (3000 A trở lên) không có đủ độ ổn định khi vận hành.Nếu các kết nối tiếp xúc cho dòng điện lên đến 1500 A yêu cầu siết bu lông cứ sau 1-2 năm, thì các kết nối tương tự cho dòng điện 3000 A trở lên cần được sửa chữa hàng năm, với việc làm sạch bề mặt tiếp xúc cần thiết. Nhu cầu vận hành như vậy là do trong các đường ống dẫn dòng điện lớn (xe buýt của nhà máy điện, v.v.) làm bằng nhôm, quá trình hình thành màng oxit trên bề mặt các mối nối tiếp xúc diễn ra mạnh hơn.
Quá trình hình thành màng oxit trên bề mặt của các mối nối tiếp xúc bằng bu lông được tạo điều kiện thuận lợi bởi các hệ số nhiệt độ khác nhau của sự giãn nở tuyến tính của bu lông thép và thanh ray nhôm. Khi dòng điện ngắn mạch hoặc dòng điện xoay chiều đi qua thanh cái, sẽ xảy ra rung động, đặc biệt là khi thanh cái dài và xảy ra biến dạng (lèn chặt) bề mặt tiếp xúc của thanh cái nhôm. Trong trường hợp này, lực kéo hai bề mặt tiếp xúc của thanh cái với nhau yếu đi và lớp chất bôi trơn giữa chúng bốc hơi. Do sự hình thành của màng oxit, diện tích tiếp xúc của các tiếp điểm, tức là. số lượng và kích thước của các vùng tiếp xúc (điểm) mà dòng điện đi qua giảm, đồng thời mật độ dòng điện trong chúng tăng lên. Nó có thể đạt tới hàng nghìn ampe trên mỗi cm vuông, do đó sự gia nhiệt của các điểm này tăng lên đáng kể.
Nhiệt độ của điểm thứ hai đạt đến điểm nóng chảy của vật liệu tiếp xúc và một giọt kim loại lỏng hình thành giữa các bề mặt tiếp xúc. Nhiệt độ của các giọt, tăng lên, đạt đến sôi, không gian xung quanh điểm tiếp xúc bị ion hóa và ngắn mạch nhiều pha có thể hình thành trong nhà máy lò phản ứng.Dưới tác dụng của lực từ, hồ quang có thể di chuyển lốp xe RU với tất cả những hậu quả kéo theo.
Kinh nghiệm vận hành cho thấy rằng, cùng với các thanh cái có dòng điện cao, các kết nối tiếp điểm một bu lông không đủ độ tin cậy. Loại thứ hai, theo GOST 21242-75, được phép sử dụng ở dòng điện định mức lên đến 1000 A, nhưng chúng đã bị hỏng ở dòng điện 400-630 A. Việc cải thiện độ tin cậy của các kết nối tiếp điểm một bu lông yêu cầu một số các biện pháp kỹ thuật để ổn định điện trở của chúng.
Theo quy luật, quá trình phát triển các khuyết tật trong kết nối tiếp điểm bắt vít mất nhiều thời gian và phụ thuộc vào một số yếu tố: dòng tải, chế độ vận hành (tải ổn định hoặc thay đổi), tiếp xúc với hóa chất, tải trọng gió, siết chặt bu lông lực lượng, sự sẵn có của ổn định áp suất tiếp xúc, vv
Điện trở tiếp xúc của kết nối tiếp xúc tăng dần cho đến một thời điểm nhất định, sau đó bề mặt tiếp xúc xuống cấp nghiêm trọng với sự tỏa nhiệt mạnh, đặc trưng cho trạng thái khẩn cấp của kết nối tiếp xúc.
Các chuyên gia từ Inframetrix (Mỹ) cũng thu được kết quả tương tự trong quá trình thử nghiệm nhiệt đối với các mối nối tiếp xúc bắt vít. Sự gia tăng nhiệt độ sưởi ấm trong các thử nghiệm diễn ra dần dần trong suốt cả năm, và sau đó bắt đầu một giai đoạn giải phóng nhiệt tăng mạnh.
Các khuyết tật của các mối nối tiếp xúc do xoắn
Hư hỏng các kết nối tiếp xúc do xoắn xảy ra chủ yếu do lỗi lắp đặt.Việc xoắn dây không hoàn toàn trong đầu nối hình bầu dục (dưới 4,5 vòng) sẽ kéo dây ra khỏi đầu nối và làm đứt dây. Dây không được xử lý tạo ra điện trở tiếp xúc cao, dẫn đến dây trong đầu nối quá nóng và có thể bị cháy. Có trường hợp kéo lặp lại dây chống sét loại AJS-70/39 từ đầu nối hình bầu dục nhãn hiệu SOAS-95-3 từ đường dây trên không 220 kV được xoắn với số vòng ít hơn.

 dấu ngoặc khoảng cách
dấu ngoặc khoảng cách
Thiết kế không đạt yêu cầu của một số phiên bản miếng đệm, tiếp xúc với lực rung và các yếu tố khác có thể dẫn đến cọ xát hoặc đứt dây. Trong trường hợp này, một dòng điện sẽ chạy qua miếng đệm, giá trị của nó sẽ được xác định bởi bản chất và mức độ phát triển của khuyết tật.
Dựa trên tài liệu "Chẩn đoán hồng ngoại thiết bị điện của thiết bị phân phối" Tác giả Bazhanov S. A.